






球墨鑄鐵管設備步驟: 1、應按下管的技能懇求將管子下到槽底,通常采用人工下管法或機械下管法; 2、把管口內的一切雜物予以清.除,并擦洗潔凈,由于任何附著物都有可能構成接口漏水; 3、清算膠圈、上膠圈:將膠圈上的粘著物清擦潔凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個局部不翹不扭,平均不合地卡在槽內; 4、將潤滑劑平均地涂刷在承口設備好的膠圈內外表、在插口表面面涂刷潤滑劑時要將插口線以外的插口部位悉數刷勻,坡口尤為重要; 5、可采用雙倒鏈平行用力的辦法使管件平行設備,膠圈不致被擠,可設備到位;也可采用加長管件的方法,用單根鋼絲停止設備; 6、將準備好的機具設備設備到位,設備時留意不要將已清算的管子部位再次污染; 7、將插口放入承口內且插口壓到承口的膠圈上,接好鋼絲繩和倒鏈,拉緊倒鏈;與此同時,讓人在管道承口端用力左右搖擺管子,直到插口刺進承口悉數到位(以插口線為標志, 道插口線進入承口內,第二道插口線幾近到底),承口與插口之間應留2mm左右的空隙。并確保承口周圍外沿至膠圈的距離不合; 8、檢查承口插口的位臵能否契合懇求。
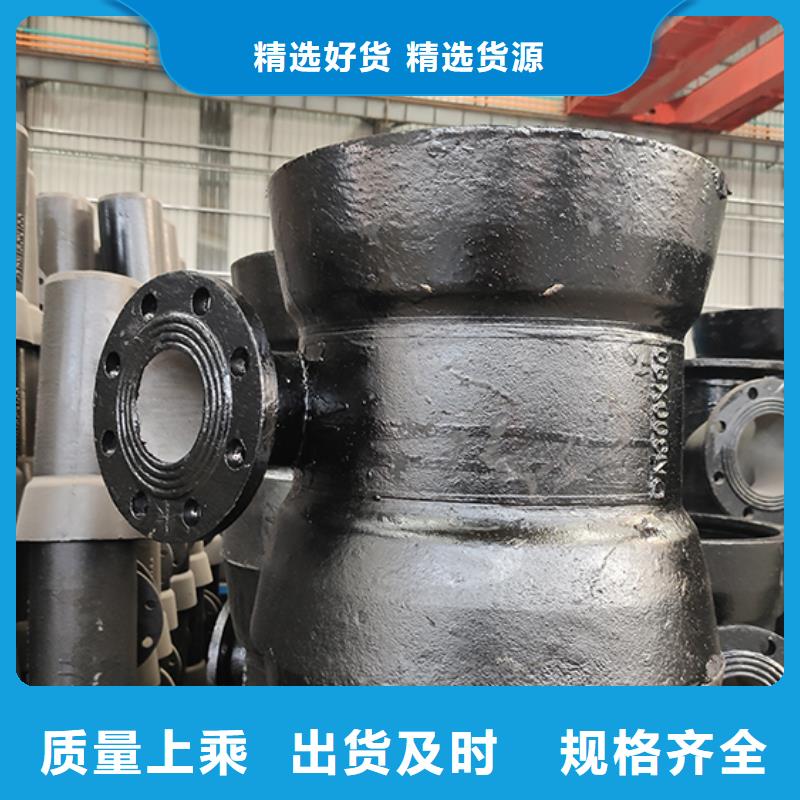
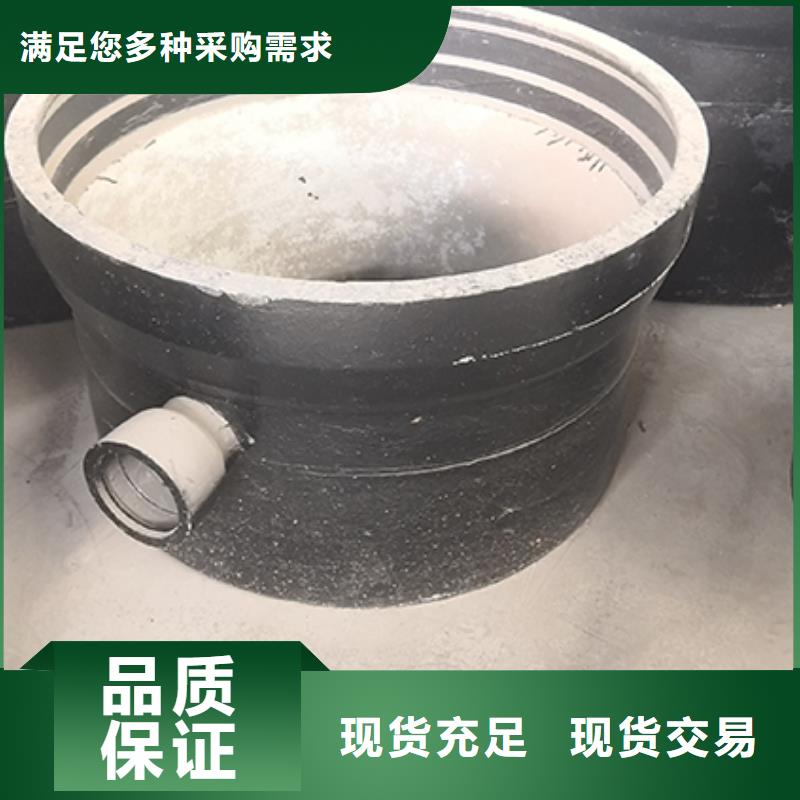
球墨鑄鐵管配件
一、球墨鑄鐵管、球墨鑄鐵管配件的壁厚:當球墨鑄鐵管鑄件表面形成硬殼后,內部的金屬液溫度越高,液態收縮***越大,所以縮孔、縮松的容積***值和相對值都會增加。若壁厚變化太突然,孤立的厚斷面得不到補縮,會使產生縮孔縮松的現象傾向增大。二、碳當量:如果提高碳量,***增大了石墨化膨脹,則可減少縮孔縮松的現象。提高碳當量還可以提高球鐵的流動性,有利于補縮。提高碳當量時,不應使球墨鑄鐵管鑄件產生其他缺陷。 三、稀土和鎂:稀土殘余量過高會惡化石墨形狀,降低球化率,因此稀土含量不宜太高。而鎂又是一個強烈穩定碳化物的元素,阻礙石墨化。由此可見,殘余鎂量及殘余稀土量會增加球鐵的白口傾向,使石墨膨脹減小,故當它們的含量較高時,亦會球墨鑄鐵管增加縮孔、縮松的現象。 四、球墨鑄鐵管澆冒口及冷鐵:若澆注系統、冒口和冷鐵設置不當,則不能保證金屬液順序凝固;另外,冒口的補縮效果是由冒口的數量、大小以及與鑄件的連接有關的。五、球墨鑄鐵管的溫度:澆注球墨鑄鐵管溫度高,有利于補縮,但太高會增加液態收縮量,對縮孔、縮松不利,所以應根據具體情況合理選擇適宜的澆注溫度。六、砂型的緊實度:若砂型的緊實度太低或不均勻,可能會產生型腔擴大的現象,致使原來的金屬不夠補縮而導致鑄件產生縮孔縮松的現象。七、磷:球墨鑄鐵管鐵液中含磷量如果偏高,會使凝固范圍擴大,低熔點磷共晶在***后凝固時得不到補給,以及使鑄件外殼變弱,因此有增大縮孔、縮松產生的傾向。 球墨鑄鐵管道氣密性檢測的常用方法:氣密性試驗是球墨鑄鐵管生產過程中不可缺少的工序,是產品質量的保證,在使用過程中氣密性指標也是非常重要的。生產、氣體泄漏檢測的重要過程包括有毒氣體泄漏檢測、可燃氣體泄漏檢測和氣密性試驗。
灌水。打開系統 點的放氣閥,關閉系統 點的泄水閥,向系統灌水。試壓用水應使用純凈水,當對奧氏體不銹鋼球墨鑄鐵管或連有奧氏體不銹鋼球墨鑄鐵管或設備的球墨鑄鐵管進行試驗時,水中氯離子含量不得超過25*10-6(ppm)。待排氣閥連續不斷向外排水時,關閉放氣閥。檢查。系統充水完畢后,不要急于升壓,而應先檢查一下系統有無滲水漏水現象。升壓。吹水檢查無異常,可升壓,升壓用手動試壓泵(或電動試壓泵),升壓過程應緩慢,平穩,先把壓力升到試驗壓力的一般,對球墨鑄鐵管系統進行一次的檢查,若有問題,應泄壓修理,嚴禁帶壓修復。若無異常,則繼續升壓,待升壓至試驗壓力的3/4時,在做一次檢查,無異常時再繼續升壓到試驗壓力,一般分2~3次升到試驗壓力。持壓。當壓力達到試驗壓力后,穩壓10min。再將壓力降至設計壓力,停壓30min,以壓力不降,無滲漏為合格。試壓后的工作。試壓結束后,應及時拆除盲板,膨脹節限位設施,排盡系統中的積水。3.水壓試驗應注意的事項1)試驗前,想系統充水時,應將系統的空氣排盡。2)試驗時,環境溫度不應低于5℃,當環境溫度低于5℃時,應采取防凍措施。3)試驗室,應測試試驗溫度,嚴禁材料試驗溫度接近脆性轉變溫度。4)承受內壓的地上鋼球墨鑄鐵管及有色金屬球墨鑄鐵管試驗壓力應為設計壓力的1.5倍,埋地鋼球墨鑄鐵管的試驗壓力應為設計壓力的1.5倍,且不得低于0.4MPa。5)當球墨鑄鐵管與設備作為一個系統進行壓力試驗時,球墨鑄鐵管試驗壓力等于或小于設備的試驗壓力時,應按球墨鑄鐵管配件的試驗壓力進行試驗,當球墨鑄鐵管試驗壓力大于設備的試驗壓力,且設備的試驗壓力不低于球墨鑄鐵管設計壓力的1.15倍時,經建設單位同意,可按設備的試驗壓力進行試驗。
球墨鑄鐵管鑄造體系的規劃需注意什么?
(1)消失模鑄造液態金屬充型過程中,泡沫模具液化、氣化后退讓出的空間被金屬液所占有,假如金屬液充型速度慢,形成時刻間隙過大,會形成局部崩塌的風險。充型速度快,形成泡沫模具不能充沛氣化,在型內增加殘渣量。
(2)澆注體系規劃要考慮容貌束擺放便利。一起滿足干砂能充填到容貌的一切內腔,防止容貌平面處于水平方位,以及盲孔處于水平或向下的方位。
(3)要考慮容貌束擺放便利,一起還要考慮到干砂能填充到容貌的全部內腔,防止容貌的平面處于水平方位,以及盲孔處于水平或向下的方位。
(4)澆注體系的規劃要確保容貌束的全體強度。尤其是上涂料今后要確保內澆道等連接處可以接受搬運、振蕩填砂等操作。
(5)澆注體系多選用簡略的方式。以縮短金屬液流經的間隔。直澆道與鑄件容貌之間的間隔不可過小,以確保液態金屬充型過程中不因砂型溫度升高而使容貌變形。
(6)金屬液壓頭應超過金屬前沿的界面氣體壓力,以防嗆火(反噴)。晉城市三利通鑄管有限公司
(7)澆注體系的規劃應該有利于金屬液順利平穩地充滿整個型腔,并且具有較強的減渣、消渣和排氣能力;具有良好的集渣、存氣功能,以獲得無缺陷的優質鑄件。
(8)只要具有必定厚度的吃砂量,在真空后才干產生足夠的強度,形成堅硬的鑄型,使其能接受住金屬液靜壓力的效果。
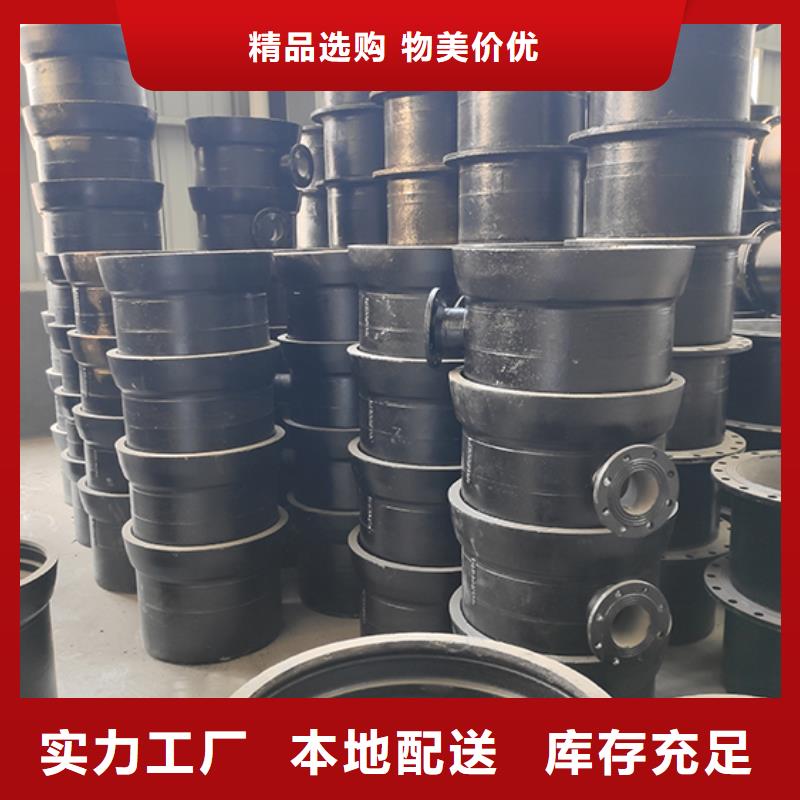
球墨鑄鐵管配件