


絎磨管,絎磨管報價實力廠家產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
以下是:絎磨管,絎磨管報價實力廠家的圖文介紹
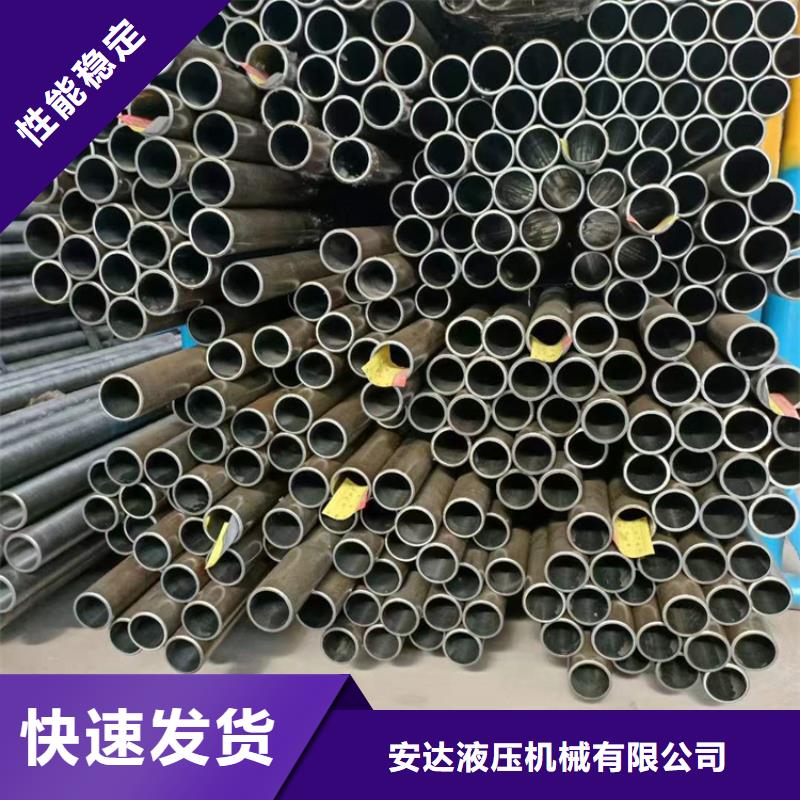
液壓機械(益陽市分公司)是一家集生產、銷售為一體的綜合型企業,旗下生產銷售 高精度活塞桿系列產品;公司自成立以來,質量上乘的產品,實實在在的價格,周到細致的服務,受到客戶的認可。以“信譽求發展”以“質量求生存”,是公司一貫的經營理念。公司將循序漸進,繼往開來,為廣大新老客戶呈現優良的 高精度活塞桿產品。



企業旺旺珩磨管絎磨管油缸管精密絎磨管上半年因為品種表現差異的關系,冷軋重點下游汽車行業的低迷因素,在供應沒有主動減產前期,冷軋現貨價格遇漲難漲,遇跌超跌的表現,導致熱冷價差快速收縮;后期隨著鋼廠虧損以及訂單不佳的雙重因素疊加,各大鋼廠均加入主動減產的行列,冷軋供需矛盾得到釋放,尤其在8-9月份需求小幅回暖期間,冷軋現貨價格更是表現堅挺,從而恢復了熱冷價差。但隨之,隨著價差的恢復,冷軋表現一般的基本面很難以支撐價差的進一步擴大,因此一旦市場大環境有明顯的波動,后期冷軋的價格壓力還是存在為了使薄壁氣缸管的生產效率更高,我們采取了新的生產工藝,通過強力研磨、自動化研磨的方式來生產。其中自動化研磨又包括使用電力或者超聲波的研磨方式來完成生產任務。好的生產工藝,對于生產效率的提高是必然的,近年來,我們使用以上幾種研磨方式來生產研磨管,獲得了很大成效,對于內圓外圓的研磨已經不再是問題,相信在我們不斷的努力中,一定能取得更好的工藝發展。



企業旺旺珩磨管絎磨管油缸管絎磨管廠滾壓具有以下特點:(1)生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。(3)金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。(4)能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。



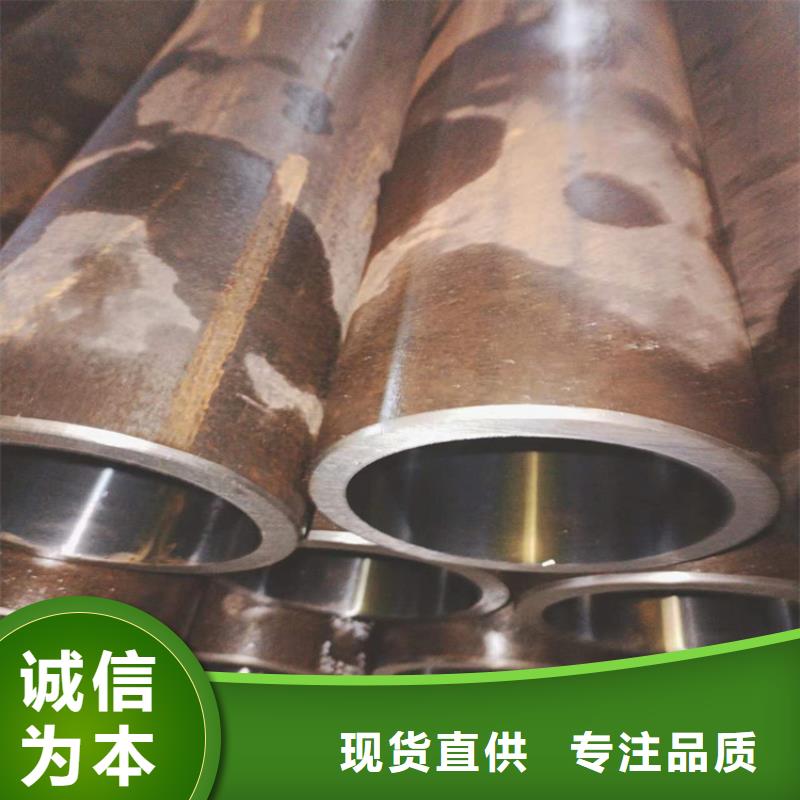
企業旺旺珩磨管絎磨管油缸管27simn調質絎磨管 先進的生產和檢測設備是制造優質產品的必要保證,因此公司十分重視生產裝備的現代化確保在行業的領先水平。采用國外先進技術制造的生產設備,軌機精密度高,生產品種規格廣泛且規格靈活,較一般自動軌管機組更為先進,同時并配置先進的自動化控制系統及在線質量檢測系統。確保了產品質量的穩定和可靠精密無縫鋼管是一種通過冷拔或熱軋處理后的一種高精密的鋼管。由于精密無縫鋼管內外壁無氧化層,精密無縫鋼管承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以精密鋼管、精密無縫鋼管、精密光亮管、冷軋精密鋼管主要用來生產氣動或液壓元件的產品,如氣缸或油缸,都是用精密無縫鋼管



企業旺旺珩磨管絎磨管油缸管厚壁油缸管滾壓與絎磨那種工藝精密度高 絎磨管厚壁油缸管其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應有足夠的強度和剛度。厚壁油缸管珩磨頭伸進孔內,然后由機器帶動旋轉,往復,并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產,如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的,生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點,不過比起內圓磨的方式還是要快很多.精度方面不是什么問題,比起內圓磨有過之而無不及.