






陽泉 待酸洗鈍化無縫鋼管樁施工結(jié)束后,人力往樁內(nèi)灌沙至樁頂,并在鋼板樁上方加焊樁蓋,與此同時在外面壁加焊8~12根20mm的鋼筋錨固建筑鋼筋。酸洗鈍化無縫鋼管施工技術(shù)酸洗鈍化無縫鋼管生產(chǎn)工藝流程:(1)原料即熱軋帶鋼卷,焊條,助焊劑。在資金投入前必須通過嚴謹?shù)睦砘瘷z測。(2)熱軋帶鋼首尾連接,選用拉絲或雙絲電弧焊接,在疊成無縫鋼管后使用自動電弧焊焊補。(3)成形前,熱軋帶鋼通過矯平、剪邊、刨邊,表層運輸和予彎邊解決。(4)選用電接點壓力表操縱皮帶輸送機兩側(cè)壓下液壓缸的工作壓力,保證了熱軋帶鋼的穩(wěn)定運輸。(5)選用外控或內(nèi)部控制輥式成形。(6)選用焊接空隙操縱設備來確保焊接空隙能夠滿足電焊焊接規(guī)定,管經(jīng),錯邊量和焊接空隙都獲得嚴謹?shù)牟倏v。(7)內(nèi)焊和外焊均選用美國林肯直流焊機開展拉絲或雙絲電弧焊接,進而得到平穩(wěn)的激光焊接品質(zhì)。(8)焊好的焊接均通過線上持續(xù)超音波全自動傷儀查驗,確保了100%的螺旋式焊接的無損檢測技術(shù)普及率。若有缺點,全自動警報并噴漆標識,生產(chǎn)制造職工以此隨時隨地調(diào)節(jié)加工工藝主要參數(shù),立即缺點。(9)選用氣體等離子切割機將無縫鋼管切割成單條。(10)切割成單條無縫鋼管后,每次無縫鋼管都需要開展嚴苛的全檢規(guī)章制度,查驗焊陽泉 接的物理性能,有機化學成分,融合情況,無縫鋼管表層質(zhì)量及其通過無損探傷檢測,保證制管加工工藝達標后,才可以宣布資金投入生產(chǎn)制造。(11)焊接上面有持續(xù)聲波頻率探傷檢測標識的位置,通過手動式超聲和X射線復診,如確實有缺點,通過修復后,再度通過高質(zhì)量檢測,直到確定問題早已。(12)熱軋帶鋼對接焊焊接及與螺旋式焊接交點的丁型連接頭的所屬管,所有通過X射線電視機或拍片子查驗。(13)每根無縫鋼管通過靜水壓力實驗,工作壓力選用切向密封性。實驗工作壓力和時間都由無縫鋼管壓力微型機檢驗設備嚴控。實驗主要參數(shù)全自動打印記錄。(14)液壓鋼管機械加工制造,使內(nèi)孔垂直角度,坡嘴角和鈍邊獲得操縱。
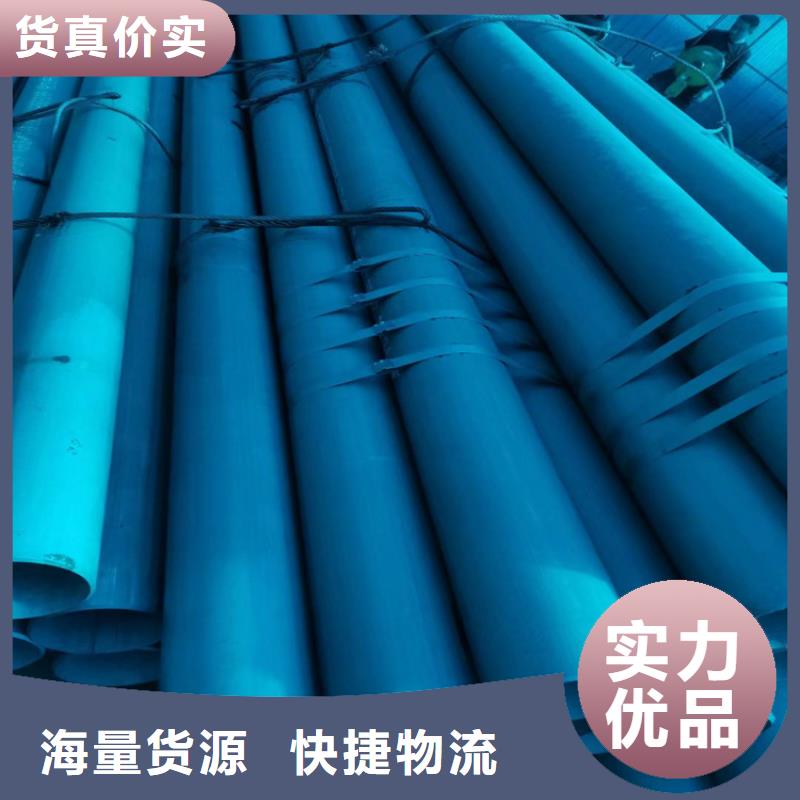
陽泉洗鈍化無縫鋼管具體流程(工藝流程) 鋼管→酸洗→磷皂化(即潤滑)→還有第二次冷拔,需不需要退火就看是什么鋼種了。一般低碳鋼是不需要退火的,次冷拔后→潤滑→冷拔→退火→矯直→切割→成品檢驗→打包入庫。質(zhì)量要求高的做酸洗鈍化處理。鋼管酸洗鈍化的道理 鈍化金屬經(jīng)氧化性介質(zhì)處置后,其侵蝕速度比本來未處置前有明顯下降的景象稱金屬的鈍化。 其鈍化機理首要可用薄膜理論來分析,即以為鈍化是因為金屬與氧化性介質(zhì)效果,效果時在金屬外表生成一種十分薄的、致密的、掩蓋功能優(yōu)越的能中固地附在金屬外表上的鈍化膜。這層膜成自力相存在,凡間是氧和金屬的化合物。它起著把金屬與侵蝕介質(zhì)完全離隔的效果,避免金屬與侵蝕介質(zhì)直接接觸,然后使金屬根本中止消融。匯鑫源奧氏體不銹鋼經(jīng)氧化性介質(zhì)處置后其外表能構(gòu)成知足上述要求的鈍化膜,但該鈍化膜在起活化效果的Cl-、Br-、F-等鹵素離子效果下,極易陽泉遭到毀壞。鋼管酸洗鈍化處置的慣例工藝進程為確保酸洗鈍化質(zhì)量,酸洗鈍化起首需思索采用酸洗鈍化液浸泡的方法,在不方便于采用液體浸泡的狀況下,才思索用涂刷酸洗鈍化膏的方法,但不宜運用涂刷酸洗鈍化液的方法。供應冷庫用酸洗鈍化無縫鋼管防腐蝕
陽泉博輝鋼鐵是一家集研發(fā)、設計、銷售為一體的企業(yè),酸洗鈍化無縫鋼管產(chǎn)品暢銷全國各省市和區(qū)域級東南亞和歐美各國,畢節(jié)酸洗鈍化無縫鋼管加工酸洗鈍化無縫管深受新老用戶的好評,在同行業(yè)中享有較高的信譽!畢節(jié)酸洗鈍化無縫鋼管加工酸洗鈍化無縫管客戶的挑選,我們的追求。做到更好。公司以“質(zhì)量見證統(tǒng)統(tǒng),科技創(chuàng)造無限”的全新理念,“聯(lián)合、務實、開拓、創(chuàng)新”的企業(yè)精神,一如既往地為廣大用戶提供千錘百煉的產(chǎn)品和盡善盡美的服務。
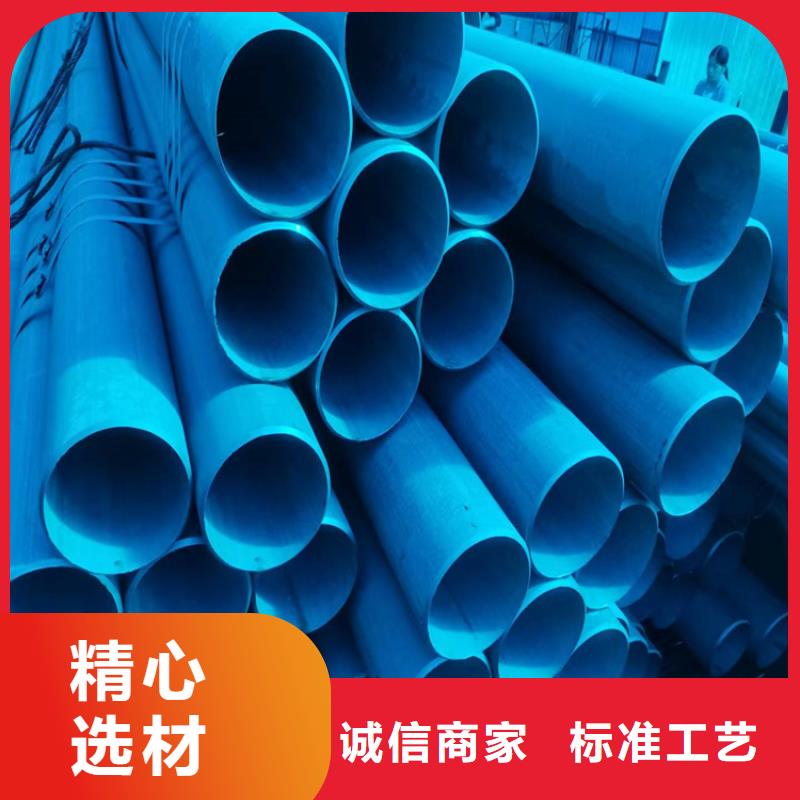
陽泉 酸洗鈍化無縫鋼管為什么要鍍膜?影響酸洗鈍化無縫鋼管鍍膜的因素有哪些?影響酸洗鈍化無縫鋼管鍍膜的要素,主要有以下四點:1、酸洗鈍化無縫鋼管的鈍化膜在熱力學中是屬于受抑制的亞穩(wěn)態(tài)架構(gòu),它所發(fā)揮的維護作用于所處的環(huán)境中的介質(zhì)有關(guān)。但是不管在哪種環(huán)境中運用,都要對其停止定期的清洗來除去外表附著的有害物質(zhì)。2、氯離子對酸洗鈍化無縫鋼管鍍膜的危害是極大的,我們在對外表停止鈍化過程中要嚴厲控制鈍化液中的氯離子的含量。很多鈍化用化學資料對氯離子都有著限量的請求,在配置鈍化液用水和清洗用水也對氯離子有著嚴厲的水質(zhì)請求,來保證鈍化廢品中不含有氯離子。3、酸洗鈍化無縫鋼管中鎳含量低鈍化性能就低,所以馬氏體含量和鉻跟鎳的含量對方矩管外表的鈍化性能影響很大。不銹鋼的外表越潤滑粗糙度越低就陽泉越難有異物附著,腐蝕也就降到了低點,所以方矩管外表要盡量采用精加工。另外鈍化后的清洗也要認真停止,這樣才干使剩余的酸液促進陽極反響,維護膜層的完好性,保證外表的耐腐蝕性加強。4、酸洗鈍化無縫鋼管在生產(chǎn)運輸中表面難免會附著上油污,而這會影響除銹及磷化的質(zhì)量,降低涂層與基體間的結(jié)合力。主要利用有機溶劑溶解皂化與不皂化油來去除油污,常用的有機溶劑有乙醇、清洗用汽油、甲苯、四氯化碳、三氯乙烯等。其中比較有效的溶劑為四氯化碳和三氯乙烯,它們不會燃燒,可在較高溫度下進行除油。
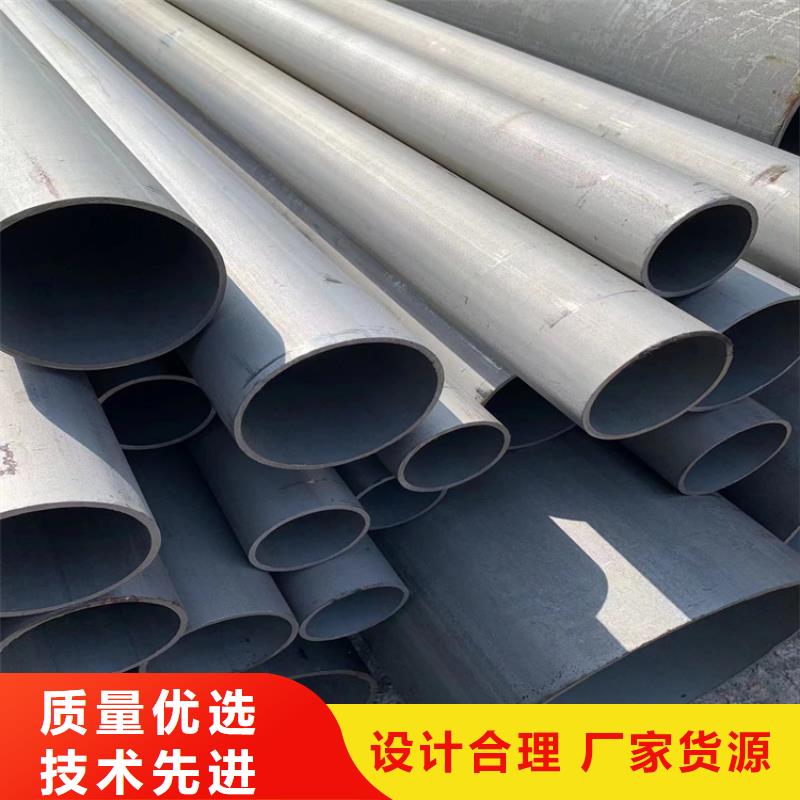
陽泉 酸洗鈍化無縫鋼管是以熱軋帶鋼冷軋卷為原料,常常溫擠壓加工,以全自動雙絲兩面電弧焊技術(shù)電焊而成的酸洗鈍化無縫鋼管。那麼,酸洗鈍化無縫鋼管在作業(yè)的過程中是怎樣的呢?酸洗鈍化無縫鋼管是怎么生產(chǎn)制造的呢?下邊我們就來給大伙兒講解下。一、樁基施工管貫入1)工程施工前,樣樁的操縱應按設計方案原照,并以中心線為標準對樣樁逐根核查,做好測量紀錄,核查準確無誤后才可打樁施工。酸洗鈍化無縫鋼管樁運到施工現(xiàn)場后,起重吊裝時選用一點捆扎吊裝,待吊到樁位開展插樁,將酸洗鈍化無縫鋼管樁指向事前釋放的樁位,保證貫時尚豎直。樁基施工前,務必在樁帽置放特別制作的樁帽,樁帽上置放用硬木質(zhì)的減振墊,酸洗鈍化無縫鋼管樁吊到樁位開展插樁時,因為樁身及樁帽總自身重量和樁錘置放在樁頂會自沉,很多貫下葬中,待沉至平穩(wěn)后再次捶擊;2)逐漸樁基施工時,打樁機遇因貫入量大而空打,逐漸捶擊工作時要遲緩地中斷試打,直到樁進到地質(zhì)構(gòu)造一定深層才行,不可持續(xù)擊中。樁基施工全過程中,務必隨時隨地校準旋挖鉆機導向性桿及樁的垂直角度,并維持樁錘、樁帽與樁在同一縱中心線上;3)酸洗鈍化無縫鋼管樁打進1~2m后,應再次校準垂直角度,當打成一定深層并經(jīng)核查樁基施工品質(zhì)優(yōu)良時,再持續(xù)開展擊中,直到高于河面60cm~80cm終止捶擊,開展接樁,再反復以上流陽泉 程直到做到建筑標高。若工程施工流程中發(fā)覺樁位歪斜(>1/100LL-鋼樁長短),應立即更改或拔出來鋼板樁再次工程施工;4)酸洗鈍化無縫鋼管樁基礎(chǔ)埋深:越過河道10m,且一分鐘敲打頻次內(nèi)下移量不超過5mm。二、接樁酸洗鈍化無縫鋼管樁樁身聯(lián)接選用樁的身上下連接電焊焊接。焊接前,務必將一二節(jié)樁管形變毀壞一部分整修,上方樁管頂端的生銹\水或油漬泥渣,打磨拋光好電焊焊接口,使左右樁專業(yè)對口空隙為2~4mm,與此同時選用雙層焊,焊好各層焊接后,立即焊疤,并且做好外型查驗,各層焊接均應分開,與此同時在樁周加焊擋塊,以加強左右節(jié)樁聯(lián)接。電焊焊接完成后務必制冷超過5min,再開展捶擊樁基施工。三、焊樁蓋
