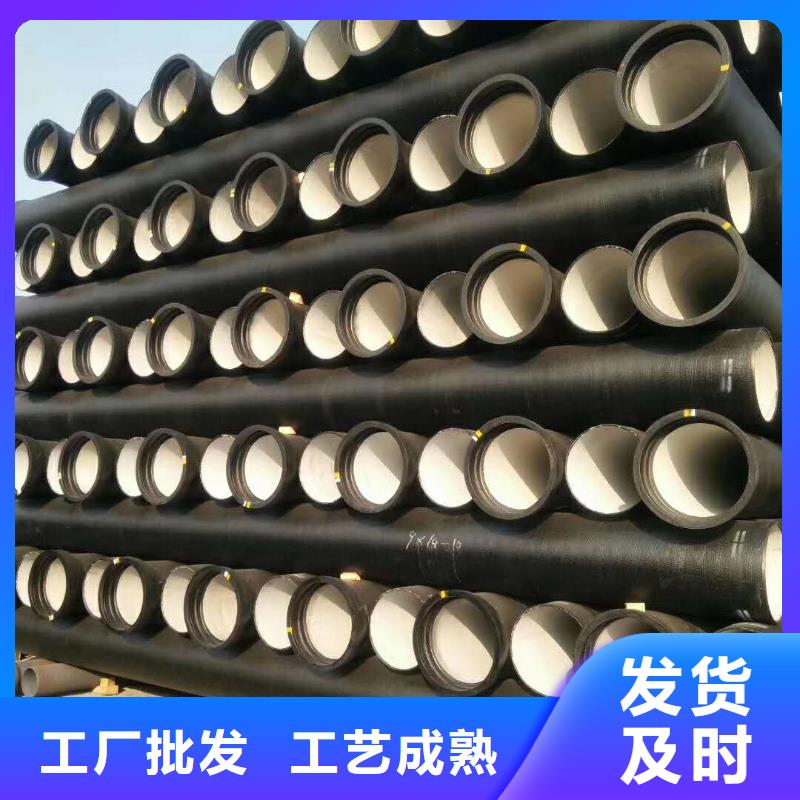




鑄鐵管用于給水、排水和煤氣輸送管線,它包括鑄鐵直管和管件。勞動強度小。按鑄造方法不同,分為連續鑄鐵管和離心鑄鐵管,其中離心鑄鐵管又分為砂型和金屬型兩種。按材質不同分為灰口鑄鐵管和球墨鑄鐵管。按接口形式不同分為柔性接口、法蘭接口、自錨式接口、剛性接口等。其中,柔性鑄鐵管用橡膠圈密封;法蘭接口鑄鐵管用法蘭固定,內墊橡膠法蘭墊片密封;剛性接口一般鑄鐵管承口較大,直管插入后,用水泥密封,此工藝現已基本淘汰。
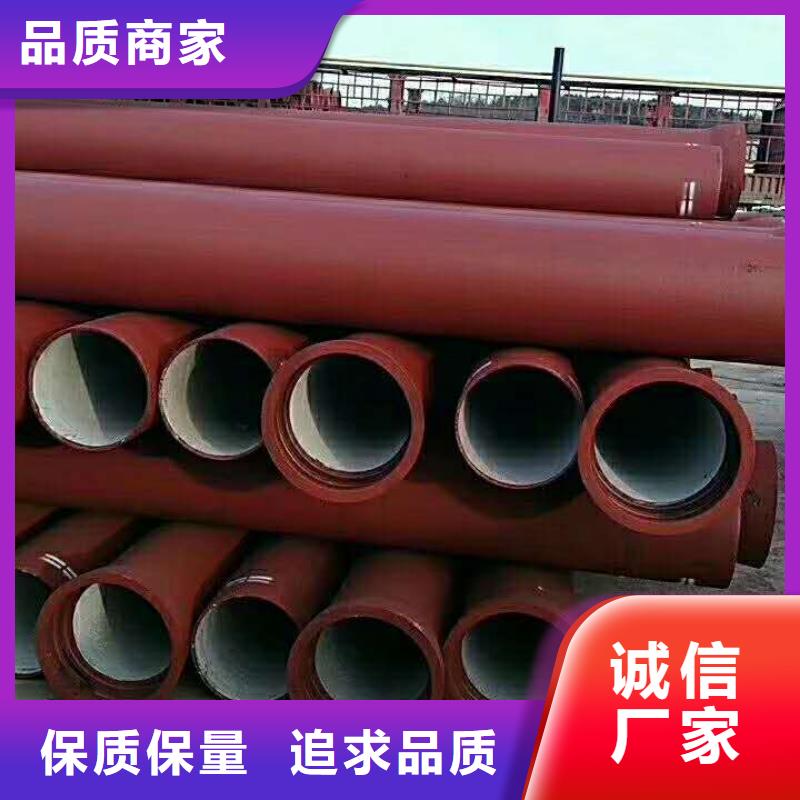
球墨鑄鐵管鍍鋅以外,對其的防腐處理方式還有很多,像進行瀝青漆涂層、環氧煤瀝青涂層等等,效果都是可以的,不同場合下的球墨鑄鐵管,防腐處理方式也是不一樣的,像上面提到的瀝青漆涂層,主要是針對用來運送燃氣的管道的。鑄鐵管(Cast Iron Pipe),用鑄鐵澆鑄成型的管子。
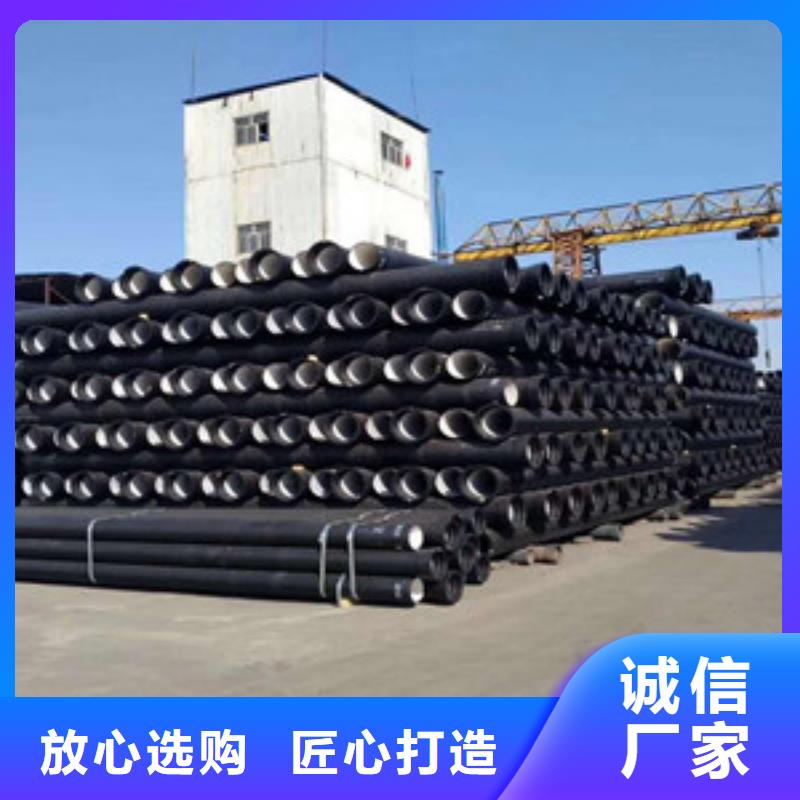
球墨鑄鐵管現在已經大批量運用在市政運輸水、汽、石油等材料,為資源缺乏的地區提供了便利,也為我們 的發展提供了很好的方法。給水球墨鑄鐵管,的運輸管道。接下來我們來說一說給水球墨鑄鐵管連接方式問題型內孕育有多種方法,由于給水球墨鑄鐵管采用柔性接頭 施工操作較為方便 可提高施工效率、 改善施工條件、 降低施工成本 而且接口大部分采用膠圈連接操作簡便 能縮短工期降低施工造價。型內球化是在澆道內設一反應室,鐵液邊流過邊發生球化反應。型內球化勞動條件好,氧化損失少,Mg吸收率高達80%,克服了球化衰退與孕育衰退,提高了球鐵性能。型內球化對鐵液硫量要求嚴格,鑄件的工藝出品率低。七十年代國內曾有應用,現已不見于生產。目前大多采用的是將塊狀孕育劑放在直澆道底部進行過流孕育,這種方法抓住了孕育的形核峰機,理論上可獲得 的孕育效果。

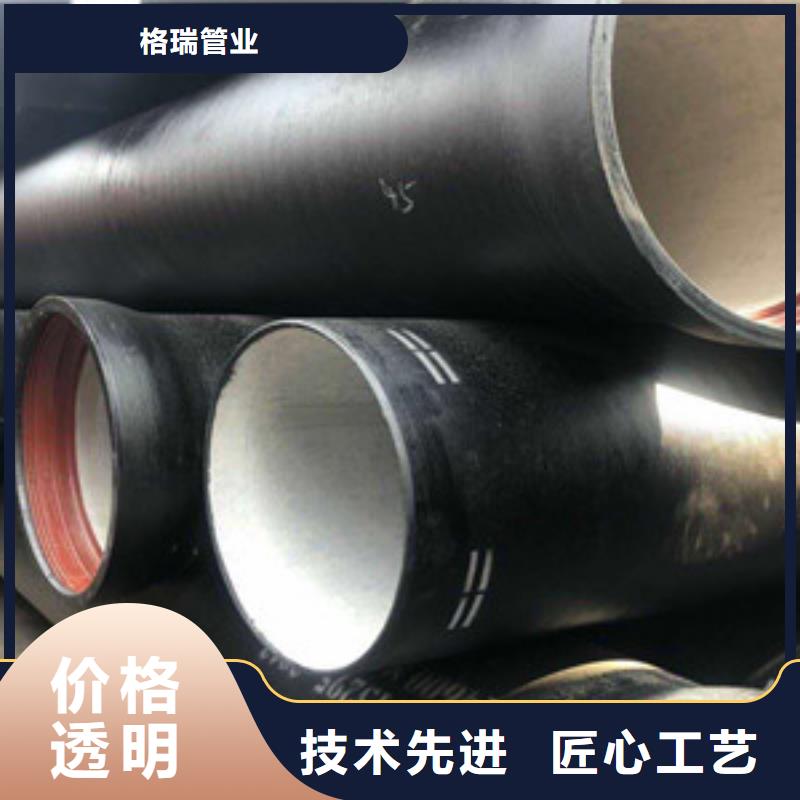
球墨管企業發展來講,有很多因素可以決定著企業的發展情況,例如球墨管品牌策略,品牌效應或者是說企業在客戶心中的知名度。球墨管企業的文化也是非常重要的,文化決定著企業到底能在一個怎樣的高度。在水冷金屬型離心澆注的 緊固螺栓,使膠圈均勻受力,螺栓緊固不得一次到位,要逐個逐次逐漸均勻緊固。球墨鑄鐵管中裂紋缺陷占廢品總量的4 %~10 % 尤其是對DN30 0mm以下鑄管較為明顯。裂紋的存在造成管體打壓滲漏嚴重者管體斷裂影響鑄管的成材率和使用性能。在插口端先套入法蘭壓蓋,再套入膠圈,膠圈邊緣與安裝線對齊。 將插口端插入承口內,為保持橡膠圈在承口內深度相同,在推進過程中,盡量保證插入管的軸線與承口軸線在同一直線上。

球墨鑄鐵管按其制造方法可分為:砂型離心承插直管、連續鑄鐵直管及砂型鐵管。球墨鑄鐵管給水鑄鐵管:給水鑄鐵管使用18號以上球墨鑄鐵管的鑄造鐵水經添加球化劑后,經過離心球墨鑄鐵機高速離心鑄造成的管道,球墨鑄鐵管管材在供水后的衛生性:管材均要符合標準GB/T17219-1998的要求,球墨鑄鐵管而且經過認可的檢測部門測試,球墨鑄鐵管合格才能投放市場。就目前我們的衛生水準要求來說,建筑給水管均在衛生許可范圍內。