



想知道注漿管對質量負責產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。
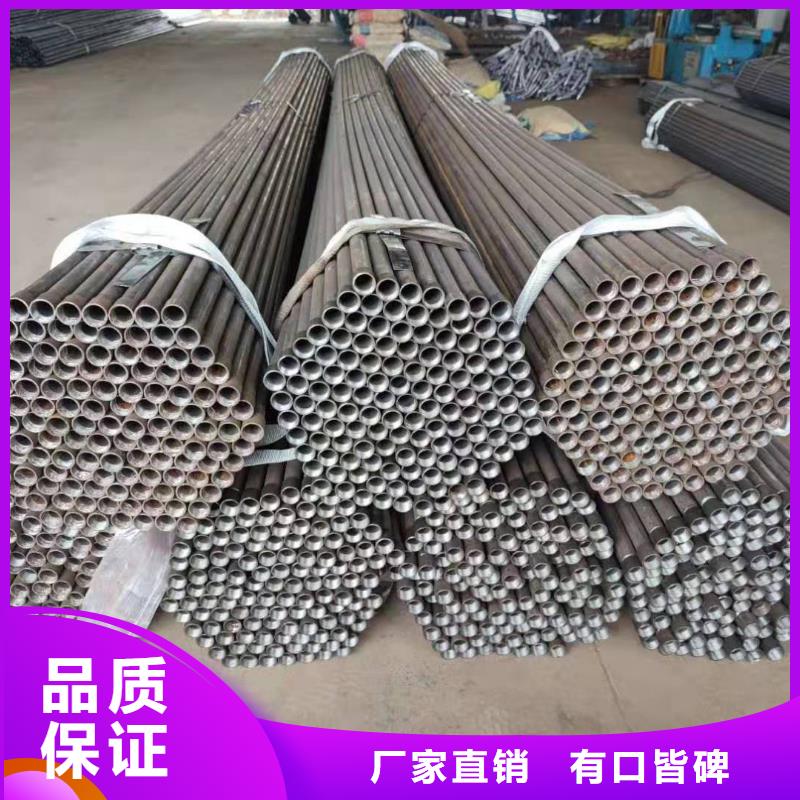
以下是:注漿管對質量負責的圖文介紹



相信今后的日子里,寶益德有限公司(烏蘭察布分公司)會更加努力,開拓創新,奮進拼博,放眼長遠,放眼未來,努力將企業做大做強。 企業的發展離不開社會各界同時更包括您的支持,因此,希望您能繼續關注我們的企業,關注我們的發展,多提寶貴意見。同時,也希望能保持聯絡、溝通交流,相互取長補短,幫助我們改進提高、發展進步。 主要產品系列有: 螺旋式樁基檢測鋼管。


注漿管對樁形的選擇必須有所要求,否則會造成灌漿的失敗。 一般單樁承載力特征值要求不小于4500kn,荷載要求高,由于是高層建筑,對沉降變形敏感。 以5層含粘性土碎石層作為持力層,樁徑φl000mm,樁長40m(進入持力層8.8m)的鉆孔灌注樁抗壓承載力估算值為5498kn。 設計經過對普通鉆孔灌注樁、支盤樁和鉆孔灌注樁樁底壓漿三種方案進行對比,考慮到5層土厚達26m,為含粘性土碎石,采用樁底壓漿技術大幅度提高承載力。 因此基礎設計為φ1000mm鉆孔灌注樁360根,樁長33.5m(樁底進入選用的持力層5層1m),對樁底進行壓漿處理,單樁抗壓承載力特征值為6000kn。由于5層的碎石中含有大量粘性土,需要對壓漿孔、壓漿量和壓漿壓力慎重設計和試樁檢驗。


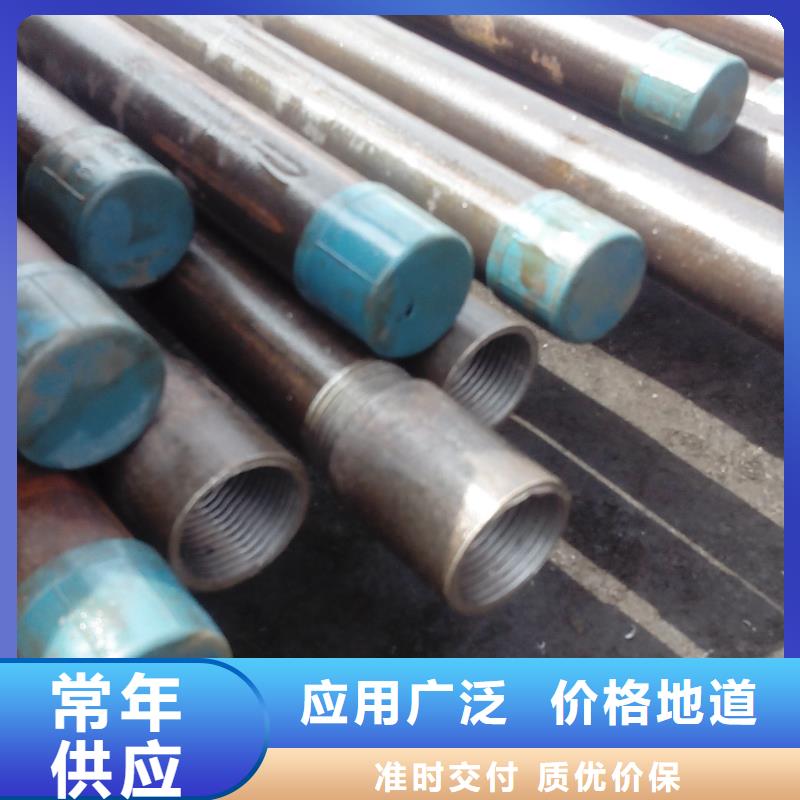
注漿管是怎么樣焊接的? 注漿管接過程中,工件和焊料熔化形成熔融區域,熔池冷卻凝固后便形成材料之間的連接。這一過程中,注漿管通常還需要施加壓力。焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。 19世紀末之前,的焊接工藝是鐵匠沿用了數百年的金屬鍛焊。*早的現代焊接技術出現在19世紀末,先是弧焊和氧燃氣焊,稍后出現了電阻焊。20世紀早期,隨著**次和第二次世界大戰開戰,注漿管對建筑灌注樁廉價可靠的連接方法需求極大,故促進了焊接技術的發展。 今天,隨著焊接機器人在工業應用中的廣泛應用,研究人員仍在深入研究焊接的本質,繼續開發新的焊接方法,以進一步提高焊接質量。



