




我們為您準備了鑄鐵閘門機閘一體式鑄鐵閘門每一處都是匠心制作產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
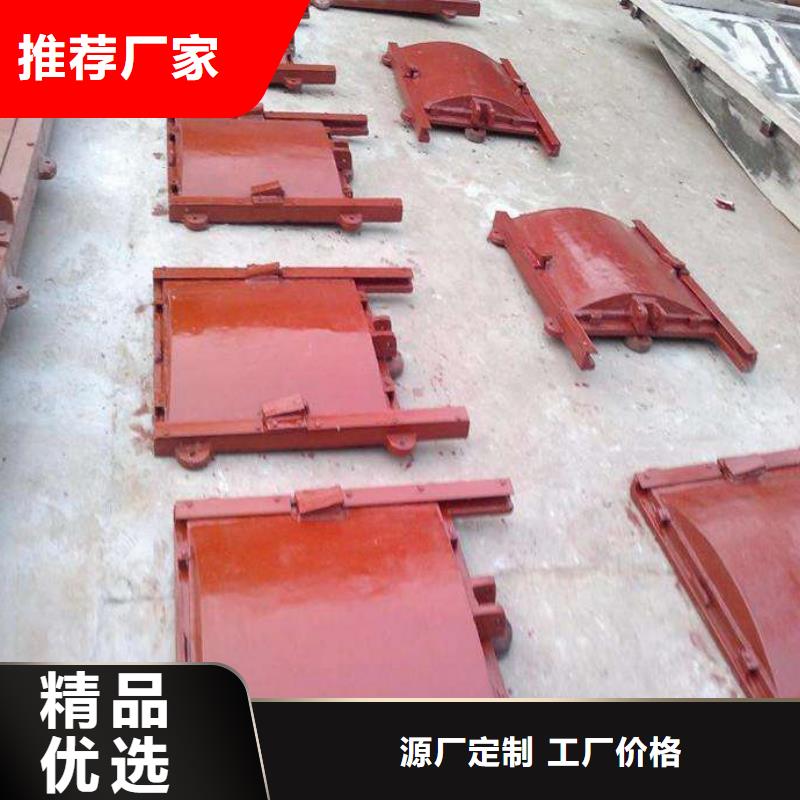
以下是:廣西欽州鑄鐵閘門機閘一體式鑄鐵閘門每一處都是匠心制作的圖文介紹
耀禹水利機械廠(欽州市分公司)自成立以來一直秉承“品質、專業、誠信、熱忱”的經營理念,致力于打造滿足客戶需求的準確、方便、迅捷、可靠的 固定卷揚啟閉機企業。公司特別注重高科技研發團隊的的建設,凝聚了一支多年從事 固定卷揚啟閉機方面的研發和產品工程師,保證了產品質量的穩定性、可靠性。同時公司也建立了擁有豐富項目實施經驗和技術過硬的售前、售后服務隊伍,可以為用戶提供的產品服務和技術解決方案。


安裝與調整 1、在閘門安裝前,首先檢查各聯接部位的螺栓是否有因運輸裝卸過程中造成的松動,如有應加以緊固。 2、閘門安裝時應采用整體就位安裝,杜絕閘框、閘板分體安裝。 3、安裝調試 閘門的一期工程按基礎布置配鋼筋(或預埋鋼板)并留一定的焊接長度。二期澆注前,按照設計止水方向將閘門整體吊裝就位,穿好各調整螺栓并擰好螺母,找好閘門前后、左右的正確位置,找直找平,用拉線加以固定,然后將調整螺栓與工程鋼筋焊牢,再用塞尺檢測各止水處的間隙,同時對孔隙超過0.3mm處用調整螺栓進行調整,確保各止水面的間隙在0.3mm以下, 可進行二期澆注,1.5米以下閘門可按基礎圖布置安裝。 4、閘門出廠前,為了使閘板、閘框貼合的更緊,安裝后減少間隙,2米以上的閘門在上下橫框上安裝了4-6個勾板壓鐵,立框的擋板上增加了頂絲。注意在二期澆注凝固后將勾板壓鐵和檔板擋鐵上的頂絲拆除,以便閘門啟閉。 5、在澆注混凝土時,流進閘板、閘框、斜鐵、擋板間隙中的灰漿應及時,防止灰漿凝固后影響閘門的啟閉。






全壓泄漏試驗 訂貨單位需要進行本項試驗時,可與制造廠協商。試驗方法:可將閘門安裝在試驗池內或現場作全壓灌水試驗。采用計量器具(量筒、計時表等)檢測密封面的泄漏量,其值應不大于1.25 L/min·m(密封長度)。 出廠檢驗 每臺產品須經制造廠質量檢驗部門按本標準檢驗,并簽發產品質量檢驗合格證,方可出廠。 訂貨單位有權按本標準的有關規定對產品進行復查,抽檢量為批量的20%。但不少于1臺且不多于3臺。抽檢結果如有1臺不合格時應加倍復查,如仍有不合格時.訂貨單位可提出逐臺檢驗或拒收并更換合格產品。



及文明施工條例等技術文件,報監理工程師審批。 2.清點埋件數量,檢查埋件構件在運輸、存放過程中是否有損傷,檢查各構件的安裝標記,不屬于同一孔的埋件,不許裝到一起。 3. 檢查埋件的幾何尺寸,如有超差應制定措施(經監理人批準)修復后進行安裝。 4.檢查并清理門槽中的模板等雜物,一期砼的結合面應全部鑿毛。 5.設置控制點線,控制點線由專業測量單位測量設置,測量點線的設置應能滿足埋件里程、高程及樁號偏差的控制。 6.安裝用各種工具準備齊全,測量工具應經相關部門校驗并在有效使用期內。 (3)埋件運輸及吊裝 閘門槽埋件等采用反鏟、12t吊車運輸、吊裝。 (4)埋件就位、調整、加固 底坎預留槽及門槽內設插筋。底坎安裝時在插筋上鋪設工字鋼,或直接在插筋上用調整螺栓就位:門槽軌道待底坎二期砼回填就位后在底坎上依次向上安裝,用插筋和調整螺栓固定;門楣座在軌道上或在軌道上焊接定位板就位,用插筋和調整螺栓固定。 埋件調整時掛鋼琴線,利用千斤頂、調整螺栓等進行調整,調整后按設計圖紙的要求進行加固。加固應牢靠,確保埋件在澆筑二期砼過程不發生變形或移位。安裝調整后埋件的允許偏差應符合招標文件、設計圖紙及DL/T5018-94規范的規定。 (5)砼回填
