




想要更直觀地了解繞筋機鋼筋滾絲機廠家供應產品嗎??產品視頻,帶你走進產品世界
以下是:繞筋機鋼筋滾絲機廠家供應的圖文介紹

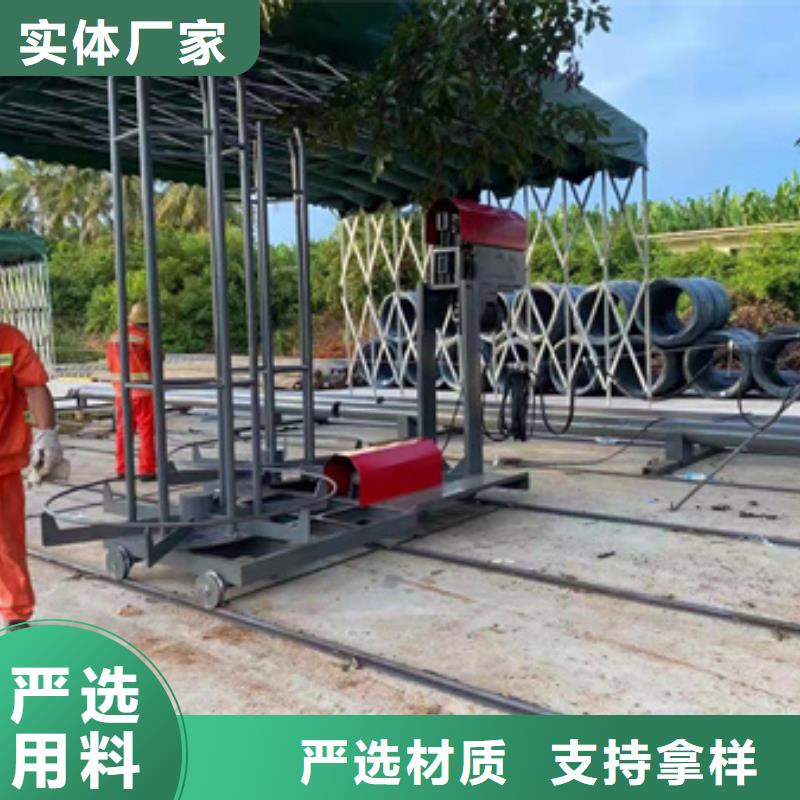
鋼筋籠繞筋機的主要優缺點:1、鋼筋籠繞筋機生產的鋼筋籠比人工生產要的多。常用樁徑的鋼筋籠一米的繞筋誤差在3cm左右。2、生產速度快。來一米直徑的12米長度鋼筋籠來說,鋼筋籠繞筋機只需要20—30分鐘就可以生產完畢。3、節約施工成本。使用鋼筋籠繞筋機生產鋼筋籠只需要3到4個工人。一人操作設備進行鋼筋籠繞筋的焊接,剩余人員焊接主筋和加強圈。比的人工生產可節省3—5個工人。每天節省人工工資1000元左右。(熟練工: Ф70 2000米/12小時; Ф50: 5000米/日)4、省電。 ( Ф70:0.7kwh/百米)5、經久耐用,質量三包。連續卷成延伸至達到合乎要求的長度,當管端接觸行程開關時,主電機會自動停下;然后用切割機切斷即完成一根管的制作。6、生產鋼筋籠的長度可根據施工方要求改變。生產6-30米長度的鋼筋籠。7、轉動速度可調節,施工方可根據工人焊接的熟練程度調節生產的速度。8、兩端都可纏繞,節省了設備回參的時間。9、價格較低,目前市面上的價格在5-7W左右,比鋼筋籠滾焊機的(圖1)17-30W的價格更加適合私人老板購買使用。10、可生產籠子的樁徑有,生產800mm—3000mm樁徑的鋼筋籠。11、生產出的鋼筋籠程度和生產的鋼筋籠有關,鋼筋籠越大轉動越,生產出的鋼筋籠越,太小的不用鋼筋籠繞筋機生產。


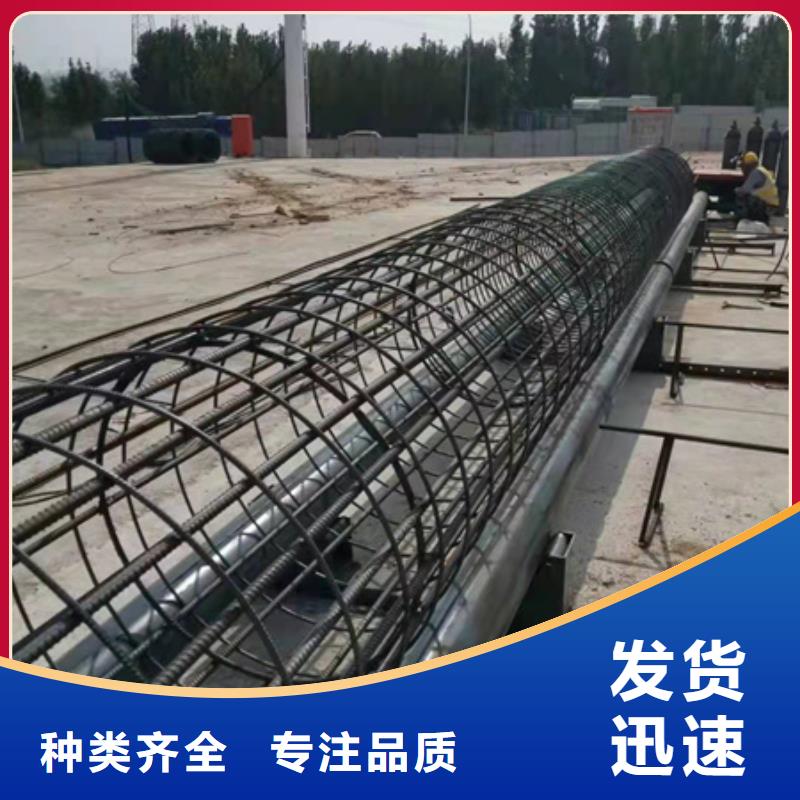
三、鋼筋籠滾焊機的加工特性: 1、加工速度快:正常情況下備料及滾焊有些5人一班,分二班作業,10自個就可以加工出20多個12米長制品的籠子(備料、滾焊、加強筋設備、勘探管設備、導向墊塊設備等),作業功率非常高。 2、加工質量安穩牢靠:因為選用的是數控機械化作業,主筋、環繞筋的間隔均勻,鋼筋籠直徑一起,產品質量徹底到達標準央求。在實踐中手工出產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而運用機械加工后,監理對機械 化加工的鋼筋籠根柢實行了“免檢”。 3、 箍筋拉緊不需搭接,較之手作業業節省材料1.5%,降低了施工本錢。 4、 因為主筋在其圓周上分布均勻,多個鋼筋籠搭接時很便當,節省了吊裝時間。 5、 繞筋機機械化加工鋼筋籠,在質量控制方面得到了保證。



鋼筋自動滾籠機廠家對于鋼筋自動滾籠機的操作步驟步:主筋送料事先將主筋開料、對接焊或套筒連接成工程圖紙需要長短,隨后吊放于主筋儲料墻上,以預留主筋儲料架,合適存儲9M/12M/18M/22M的建筑鋼筋;其次:盤筋送料將盤筋吊于放線架上,載重量2T,高1.2M,立桿可定做成延展性型第三步:主筋穿絲并匆促將主筋抖落分布于送料盤的圓上上;一起,穿進固定盤和移動盤環狀模版的軟管內;并在移動盤的軟管上用地腳螺栓夾持送料盤系統由多個送料盤組成,與固定盤相接,并可隨從同歩轉動運動;第4步:盤筋穿絲并旋轉固定將盤筋越過校直組織至與主筋交叉電焊焊接固定5、:電焊焊接成形轉折點電焊焊接:在灌注樁的頭部,固定盤和移動盤同歩轉動運動,將盤筋并列連續繞兩圈;隨后與主筋 電焊焊接健旺正式電焊焊接:固定盤和移動盤同歩轉動運動,移動盤一起往前移動,那么盤筋主動旋轉在主筋上,一起進行電焊焊接,隨后組成灌注樁產品連續電焊焊接:在灌注樁的尾端,兩盤繼續轉動,中止電焊焊接,將盤筋并列繞兩圈;隨后將盤筋端頭電焊焊接在主筋上固定,結束電焊焊接。繞筋機



本公司是一家專營 鋼筋彎曲中心的專業的 鋼筋彎曲中心生產廠家,公司秉承顧客至上,務實的企業精神與經營理念,贏得多個地區客戶的信賴和認同,希望各位新老顧客,多多關照,建貿機械設備有限公司(金昌分公司)會繼續為各位顧客服務!



全自動數控鋼筋籠繞筋機平時的維護和保養工作:一、全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。采用重型剪切,體積小,剪切力大、產量高,可雙側翻料,并與數控彎曲中心連成一體,組合聯動,自動切斷機頭,適用鋼筋范圍廣,多元化的儲料裝置,可以單倉位使用或多倉位組合,可以提供多種不同的組合。鋼筋存儲的靈活性。河南建貿機械設備有限公司一站式服務于地鐵,高速公路等。專業生產鋼筋籠滾焊機,數控鋼筋彎箍機,鋼筋彎曲中心等數控鋼筋連接加工設備!致力于推動中鐵,中建,中交等建筑施工單位鋼筋加工工廠化,商品化的發展需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接。鋼筋籠繞筋機的出現,有效解決了鋼筋籠滾焊機內加強筋與內支撐不便于安裝的問題,結束了鋼筋籠一貫手工捆 綁 的歷史,為我國橋梁、高鐵樁基制造大大了效率。 各種級別的鋼筋。必須有出廠合格證。進廠(場)后須經物理性能檢定,對于進口鋼材化學檢驗,經檢驗合格后方能使用。(1)各種設備在操作前檢修完好,保證正常運轉,并符合規定。零件的軸線非直線,而且考慮到截面的承載能力,截面形狀一般設計為多邊形,并且沿軸線變化。此類零件的成形往往包括彎曲、預成形、內高壓成形等幾道工序。首先將直管坯進行彎曲,彎成和零件軸線相同或相近的形狀;其次進行預成形,再將管坯放到內高壓成形模具中去。鋼筋籠繞筋機裝車21件-技術功能應用主機;含機架、底座、鐵輥、傳動等。鐵輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。不需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接。


