





揭陽數控液壓鋼筋剪切生產線(又名揭陽數控鋼筋剪切線,揭陽鋼筋剪切生產線,揭陽全自動鋼筋剪切線,揭陽棒材鋼筋剪切生產線)。可廣泛用于建筑、高速公路、高鐵、隧道、水利、發電廠、核電站等行業,適用于多種規格不同長度的鋼筋連續切斷工作,對于規格多,批量多的鋼筋進行剪切及分類。數控棒材鋼筋剪切線產品特點:剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高。液壓式剪切系統,故障率低,可靠性高,剪切能力強。3、多擋板設計,定位速度快,效率高。雙向收料,成品存放量提高一倍。配置套載,可大大提高材料的利用率 剪后輥道采用絲桿升降電機整體驅動,調整尺寸準、快速、方便。剪后輥道卸料桿分為三段設計,可根據不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節省用氣量,提高響應速度。整機原材料都經過大型拋丸機設備進行拋丸打磨、噴砂、底漆、面漆工藝,限度延長了設備的使用壽命。
揭陽數控鋼筋鋸切套絲生產線原理:揭陽數控鋼筋鋸切套絲生產線采用自動輸送平臺,采用160MM的無縫管,輸送輪數量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強,輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強,更穩固,定尺精度高,下料更快,其他家只有16MM,采用的是45號鋼,抗沖擊強。揭陽數控鋼筋鋸切套絲生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。

揭陽數控鋼筋鋸切套絲打磨生產線介紹:揭陽全自動數控鋼筋鋸切套絲鐓粗打磨生產線:本設備是我公司針對國內螺紋鋼筋的套絲連接,整體結合國際技術,公司研發的集電氣、液壓、氣動為一體全自動化科技產品,具有國際水平。可自動完成鋼筋直徑12~50mm,強度HRB335、HRB400、HRB500的鋸切套絲,具有切削、高標準縮徑滾絲、節能省料、操作簡單等特點。本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V型輥進行,達到了、減噪音、壽命長等特點;縮徑、滾絲主機頭實現了自動卸料、送進、縮徑、滾絲等功效。該設備可以根據現場實際情況和業主監理要求增加鐓粗、打磨或儲備料倉等設備無縫對接,實現全自動流程,無需人工干預。

揭陽數控鋸切套絲生產線設備運行穩定等特點; 1.各部位采用了可調地腳板設計,可適應不同高度地面,單獨調整。2.送料電機采用變頻啟動,降低了電機啟動時的震動;在鋼筋對齊時逐漸降低速度,減小鋼筋與擋板的沖擊力,可更有效的對齊。3、采用液壓缸驅動剪切,特點:同等剪切力下,重量輕,體積小;依靠油液的連續流動進行傳動。油液有吸振能力,在油路中設置液壓緩沖裝置,故不像機械機構因加工和裝配誤差會引起振動撞擊,使傳動十分平穩,便于實現頻繁的換向。HSG-50型鋼筋直螺紋滾絲機,可一次裝夾完成從剝肋到滾軋螺紋的加工過程。加工螺紋的牙形飽滿,尺寸精度高,機械強度高。既可加工正扣螺紋,也可加工反扣螺紋。本機操作簡單、結構緊湊、工作可靠,具有獨特的刀具自動開合機構。可加工直徑范圍為16-50mm的HRB335和HRB400級鋼筋。HSG-50型鋼筋直螺紋滾絲機,由機架、夾緊鉗、導軌、滑板、擺線針輪減速機、剝肋滾軋頭、進給機構、自動開合機構、行程限位機構、冷卻系統、電器控制箱、控制系統等部分組成。1.加工鋼筋直徑范圍:φ16-φ50mm2.主電機功率:4.0 KW3.配用電源:三相380V 50Hz4.主軸轉速:40-62r/min5.螺紋加工長度:80mm6.重量:360kg
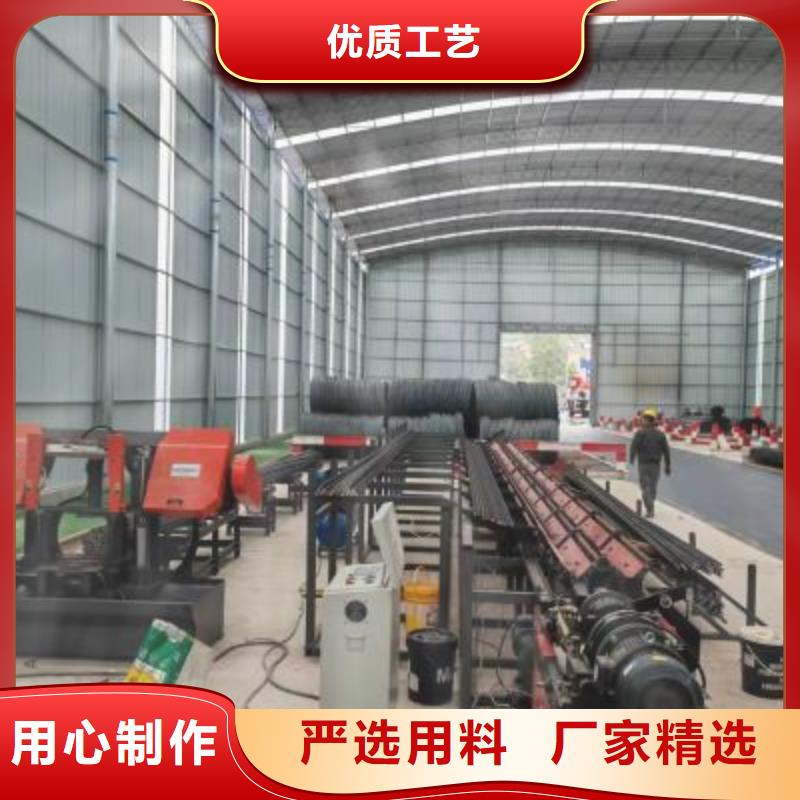
 揭陽定制數控套絲打磨生產線廠家_優質服務
<揭陽>建貿機械設備有限公司
揭陽定制數控套絲打磨生產線廠家_優質服務
<揭陽>建貿機械設備有限公司
揭陽鋼筋鐓粗套絲打磨生產線機構說明:該智能鋼筋鐓粗、套絲、打磨生產線主要由以下幾部分組成:1、機部分:將收料線上翻出的圓鋼(或螺紋鋼)至下一級機構--分料平臺。2、分料平臺:將機批量上來的圓鋼(或螺紋鋼)逐根分料傳送至下一級機構---鐓粗線3、電源箱:電氣元件的安裝和控制平臺。4、鐓粗機(分為左、右兩條線):將鋸切好的圓鋼(或螺紋鋼)分左右兩頓一次鐓粗,完成后翻料至套絲線5、套絲線(分為左、右兩條線): 將分料平臺送來的每根圓鋼(或螺紋鋼)分左、右兩端依次套絲,套絲完成后翻料 至 打磨線。6、打磨線: 將套絲線送來的鋼筋兩端分左右依次打磨平整,然后翻落至多級儲料倉。7、儲存倉:用于加工成品的存儲。設備維護和保養1、新機運行30小時后,檢查并緊固各螺栓。2、新機運行200小時后更換減速器油。3、新機運行100小時后(大約15天)更換鋸切機液壓油。4、 以后每間隔2周給套絲打磨生產線的所有潤滑點(各轉動部件、軸承、鏈條、鏈輪等)加注相應的潤滑油脂(鈣基黃油)。5、 以后每年更換一次液壓油、減速器油。6、液壓油:長城46#液壓油(或MHM68或MHM100抗磨液壓油)。7、減速機油:MIEP320或MIEP460中負荷工業齒輪油。8、潤滑油:普通鈣基脂黃油。9、經常用刷子清理滾動和滑動零部件下面的氧化鐵皮和雜物,保護滑動面清潔。10、經常檢查螺栓螺母的緊固情況,如有松動應及時緊固。11、機器出現不正常的異響,應及時停機檢查,排除問題后方可使用12、每班工作完成后,應當切斷電源,清理各部位塵埃及雜物。13、機器長期不用時,應關閉電源,注意通風防潮,入庫或遮蓋,機器上所有外露的加工部位均應涂上防銹油。14、所有運轉部位如軸承、鏈輪、鏈條、鋸切機油泵及軸承油嘴每班班前檢查有無缺油現象,如有,應及時加注。15、開機前應先檢查鋸切機液壓油箱是否缺油,如有缺油現象,要添加至規定油位(長城46#液壓油)。17、開機前檢查套絲機、打磨機各部位及液壓油、冷卻液等是否符合要求。
