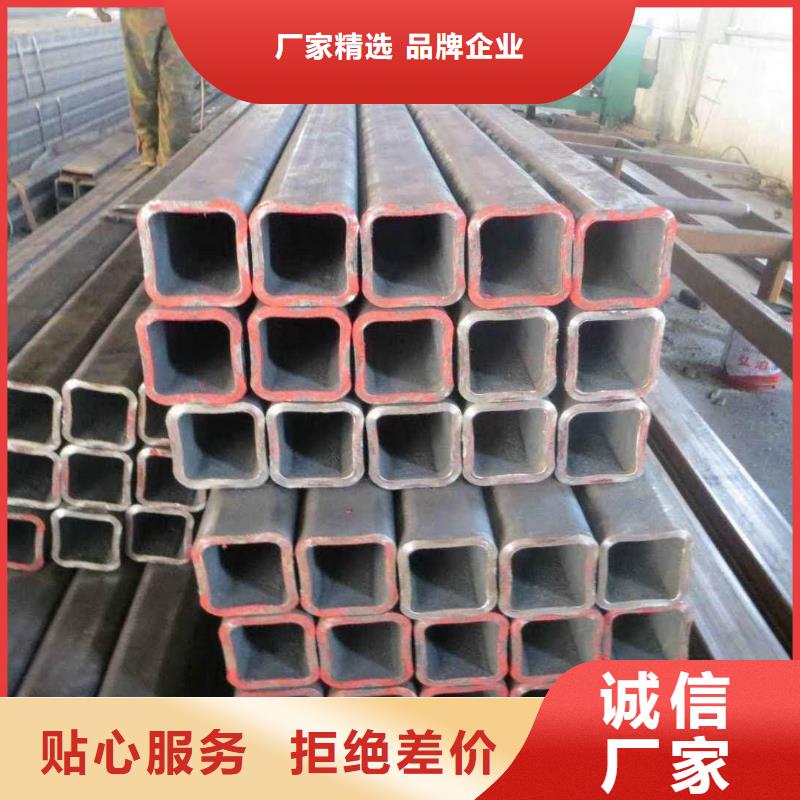







改進無縫方管壁厚精密度的對策
無縫方管壁厚的操縱是鋼管生產的一個難題,生產制造中改進壁厚精密度的對策關鍵包括下列好多個層面:
精軋管加溫
加溫要勻稱,嚴禁極速升降機溫度。每一次升降機溫要維持穩定遲緩,升降機溫度不超出30℃。
放心輥
明確放心輥安裝是不是及時,調節有關抱芯輥的管理中心、開啟視角及各姿勢的張口尺寸一致,抱芯輥管理中心要在冷軋網上。
冷軋軸線
保證穿孔機冷軋軸線與破孔小轎車軸線一致,防止“上冷軋”或“下冷軋”,使精軋管在破孔時維持支承勻稱。
冷軋專用工具
針對損壞的頂邊、導板、軋輥等冷軋專用工具要立即拆換。
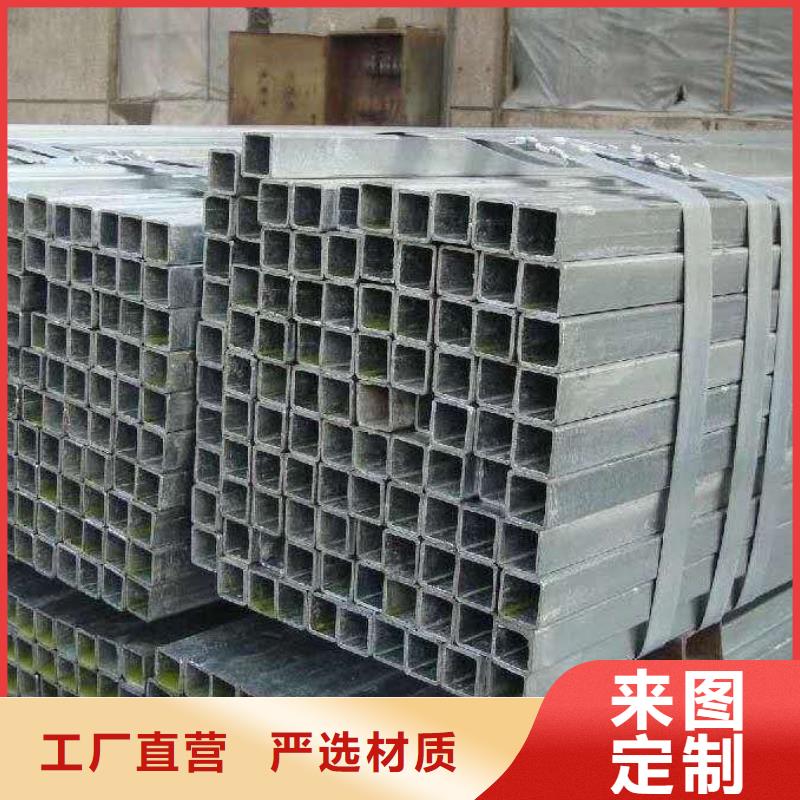
無縫方矩管的防腐處理方法
1、環氧陶瓷內襯;
2、水泥砂漿內襯+特殊涂層;
3、用聚氨酯涂異型管層;
4、鋁酸鹽水泥涂層和硫酸鹽水泥涂層;
5、用環氧煤瀝青涂河南精密異型管層。
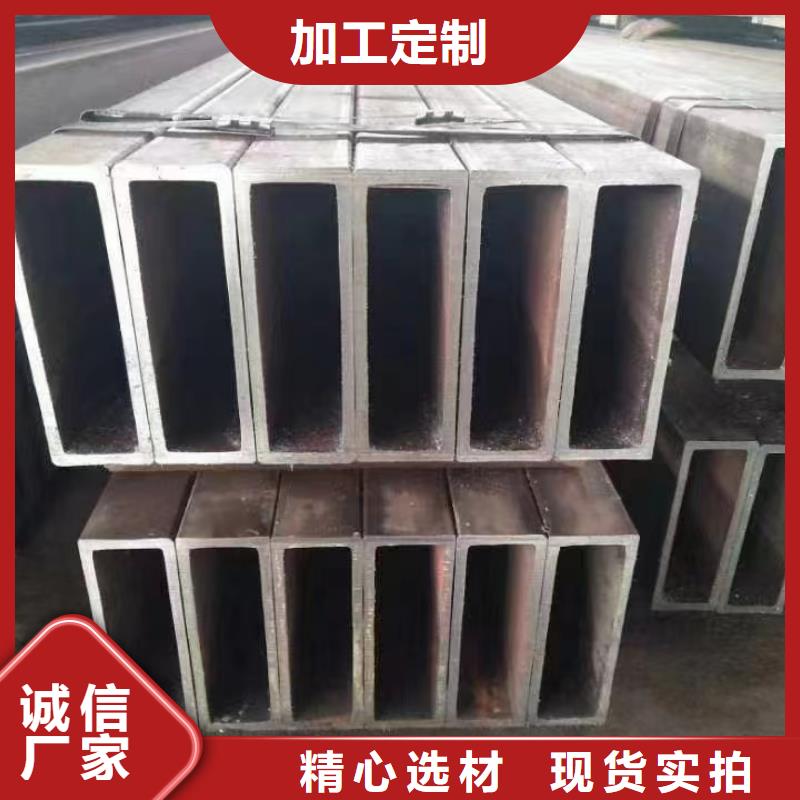
無縫方管彎曲度偏差允許的 標準
無縫方管幾何尺寸精度和外形
a. 無縫方管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。
外徑允許偏差 δ=(D-Di)/Di ×100% D: 或小外徑mm
名義外徑mm
無縫方管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關壁厚允許偏差: ρ=(S-Si)/Si×100% S:橫截面上 或小壁厚
名義壁厚mm
無縫方管橢圓度:表示無縫方管的不圓程度。
無縫方管長度:正常長度、定(倍)尺長度、長度允許偏差
無縫方管彎曲度:表示無縫方管的彎度:每米無縫方管長度的彎曲度、無縫方管全長的彎曲度
無縫方管端面切斜度:表示無縫方管端面與無縫方管橫截面的傾斜程度
無縫方管端面坡口角度和鈍邊
后期不銹鋼無縫方管原料或將遭受打壓
現貨分品種來看,如卡粉之流的高品優質礦粉仍然受到鋼廠青睞,價 格居高不下;而中低品礦粉日子沒那么好過了,不僅港口庫存高,而且鋼廠需求還差,貨根本賣不動,估計高低礦粉兩極分化的局面仍將繼續下去。國產礦部分,環 保把控較為嚴格,礦企需要足夠的手續以及健全的環保設備方能生產,內粉庫存相對匱乏的形勢之下,部分商家有捂貨心態,多地市價迎來上漲。安徽霍邱地區因普 指上揚而漲13元/噸;河南亞新鋼企為保證正產收貨,漲5元合同價收貨;唐山地區漲勢更洶,市場貨源長期吃緊,商家盼漲心態強烈,疊加上原料中鋼坯漲勢迅猛,唐山不銹鋼矩形管市場價和鋼廠到廠價紛紛迎來上調。本周廢鋼依舊偏強運行。沙鋼大 漲150,帶動華東鋼廠整體大幅上揚,主導鋼企到貨在漲價消息發布兩日后才有了明顯上升,市場出貨意愿增強,但暫未出現之前蜂擁出貨的現象。南方大幅漲價 的影響就是北上貨源明顯減少,再加上貨場環保,高溫多雨廢鋼加工難度大的影響,廢鋼供應量相對減少,本已續漲乏力的華北市場因此迎來新一輪上漲。
冷拔無縫方管在熱處理過程中出現缺陷的具體原因
無縫方管的管料和中間管的質量不合格,而且幾何尺寸也不符合要求,縱向和橫向壁厚嚴重不均,彎曲度和橢圓度過大,化學成分不相容,力學性能不和。 切割無縫方管過程中常會出現失誤這個問題是在無縫方管切割前和加工時必須要了解的那么如何避免這個失誤防止被劃傷呢?
首先原料進行備料時無縫方管之間應面對面或者背對背進行擺放另外還要注意刀具的磨損情況以及是否有毛刺等。
其次無縫方管進行切割加工時應首先確認無縫方管是否有劃傷現象以便檢查來料質量。如有劃傷應退回不能進行加工。
再次無縫方管進行彎曲時要先查看一下上下模以及板料上是否有雜質或者異物如有則不能進行彎曲操作以防壓傷無縫方管。 
