




3、后續(xù)熱處理中,采用噴霧淬火,以確保軋輥的硬度,淬火冷卻后采取400℃以上的回火溫度,以控制組織中的參與奧氏體量和應力。同時注意由于芯部球墨鑄鐵熔點較低,高速鋼軋輥的正火溫度應控制在980-1100℃。
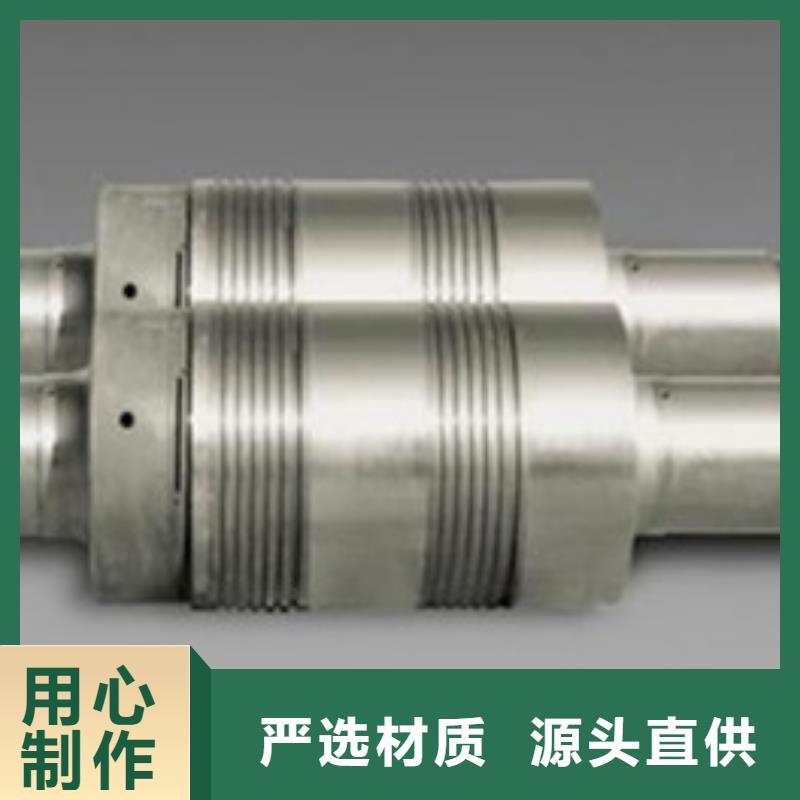
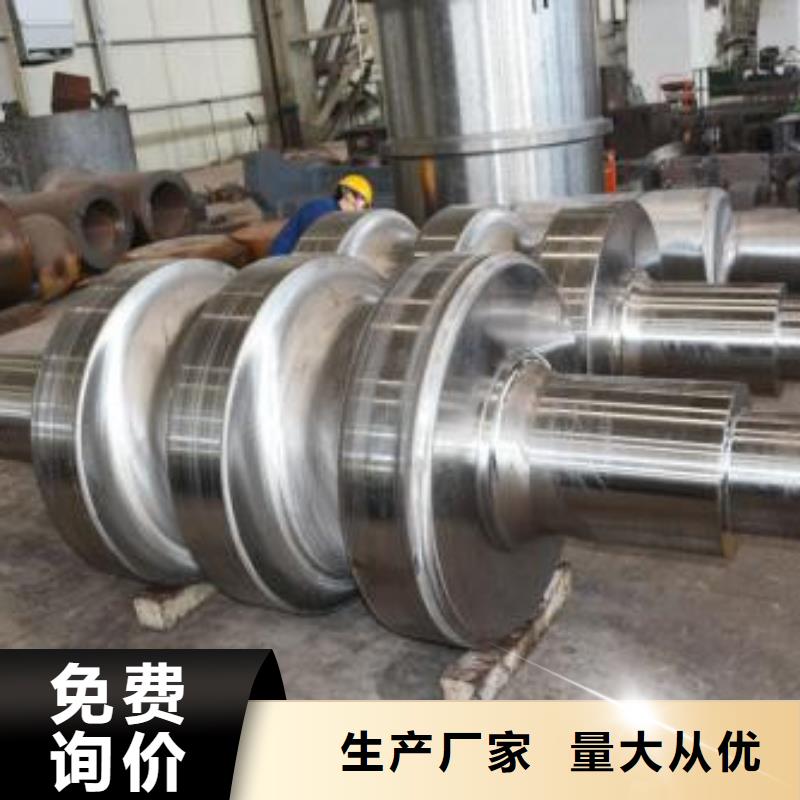
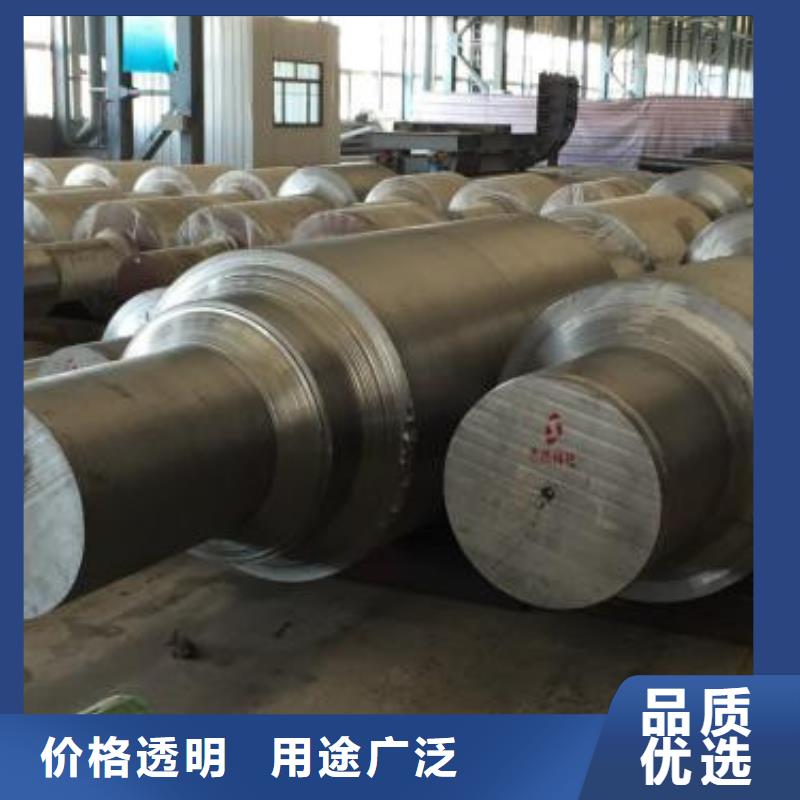
離心鑄造高速鋼軋輥工藝優(yōu)點:離心鑄造高速鋼軋輥工藝能減少了換輥次數(shù),延長了軋制時間,降低了成本,提高了軋材表面質量,增加了產(chǎn)品市場競爭力,突出了鑄造高速鋼復合軋輥的優(yōu)勢。斷裂韌性
耐熱沖擊性
抗熱裂紋性
磨損量
摩擦系數(shù)
耐粘結率



新物通物資(鶴壁市分公司)坐落在東昌府區(qū)灤河路170號,本廠主要生產(chǎn) 不銹鋼廠家、316L不銹鋼管、注漿管、20Crmnti合金鋼管。公司自成立以來,一直把產(chǎn)品質量作為企業(yè)生存的根本,把服務質量作為我們成功的橋梁,我們衷心希望與廣大客戶建立業(yè)務聯(lián)系,并提供完善的服務,同創(chuàng)業(yè),共發(fā)展。
我們堅持誠信為本,,服務用戶,回報社會的原則,建設以管理為基礎,以用戶為中心,以科技為先導,以改進為動力的質量、信譽型企業(yè)。


1)仔細觀察軋輥表面是否有裂紋、顏色異常、粘鋼、壓痕等現(xiàn)象;一般用肉眼檢查軋輥表面光潔度和氧化膜狀況,根據(jù)所軋產(chǎn)品表面質量的要求來決定是否可繼續(xù)使用。
2)初期試用輥換下后可手工探傷,確無問題后可再上機使用,以摸索規(guī)律,積累經(jīng)驗;在機正常使用切 步檢查無問題的軋輥也可不探傷;
3)初試用輥在軋制兩個星期后吊入磨輥間,在磨床上測量輥型,做好磨削曲線記錄,并與原始曲線對比,決定是否再上機使用。
型鋼軋輥報廢標準
一、開坯
1、如有探傷儀器,按照軋輥裂紋(水紋)深度達40mm,達到斷輥極限,即報廢。
2、開坯槽鋼新輥軋制12000噸堆焊。
開坯角鋼新輥一線軋制30000噸堆焊。
開坯角鋼新輥二線軋制28000噸堆焊。
開坯槽鋼軋輥堆焊后一次軋制10000噸再堆焊。
開坯槽鋼軋輥堆焊后一次軋制18000噸再堆焊。



9、冷軋機工作前應補充給冷卻液、潤滑液。
10、經(jīng)常檢查軋輥組,軋片是否松動。
11、裝換輥片時需將兩組軋輥頭分離一定距離,并且每組輥片之間應有一定間隙后才可裝取軋輥組。
12、潤滑劑、冷卻液應經(jīng)常補足。
13、每次更換軋輥片時,應清洗機架及軋輥組進出孔內的鐵屑等雜物。
14、作業(yè)中避免鋼筋打結或亂線。
一、是正確判斷使用次數(shù)。高速鋼軋輥兩次磨削之間的使用次數(shù),取決于每次下機后輥面氧化膜和粗糙度保持狀況。在正常情況下,前段機架可使用3次~7次,后段機架可使用2次~4次,CPC高速鋼軋輥甚至可以使用10次以上。
二、是利用輥面探傷手段避免軋輥失效事故。高速鋼軋輥下機后須立即進行水冷或空冷,確保下次使用前熱膨脹。高速鋼軋輥易萌生熱裂紋,如遇軋制異常停機須要立即更換高速鋼軋輥。為了避免軋輥剝落等失效事故,軋輥冷卻后應采用超聲波探傷儀進行輥面裂紋檢測。

