



精心打磨的產(chǎn)品視頻已準(zhǔn)備就緒,它將帶您深入鋼錠不銹鋼管生產(chǎn)廠家用心做好每一件產(chǎn)品的魅力世界,讓您重新發(fā)現(xiàn)產(chǎn)品的無限可能。
以下是:澳門鋼錠不銹鋼管生產(chǎn)廠家用心做好每一件產(chǎn)品的圖文介紹
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
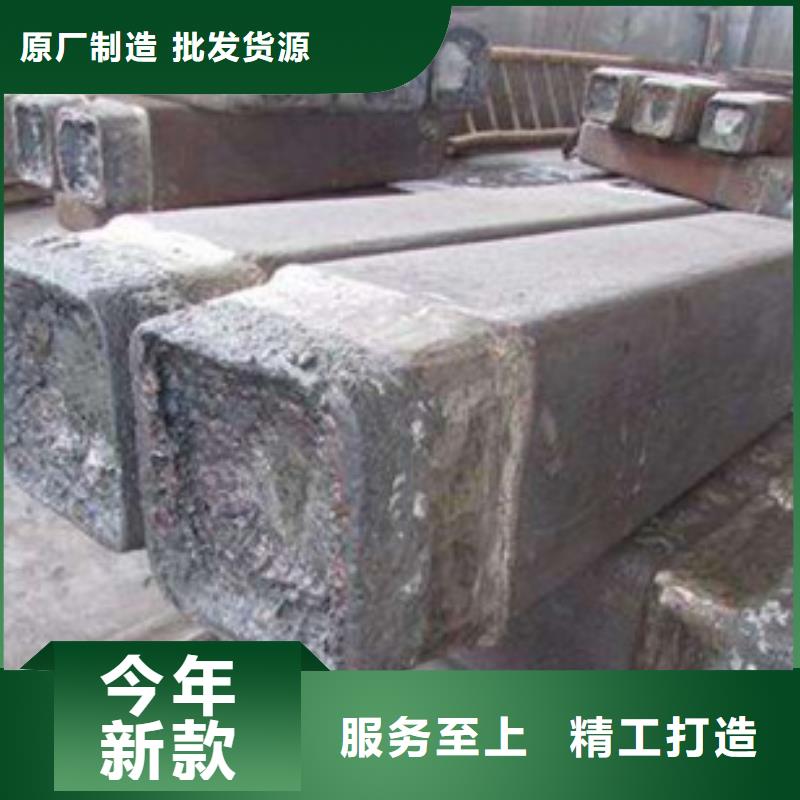
鎮(zhèn)靜鋼采用上大下小帶保溫帽的鑄模。近年廣泛采用發(fā)熱保溫帽和隔熱板保溫帽等以提高成坯率。
沸騰鋼
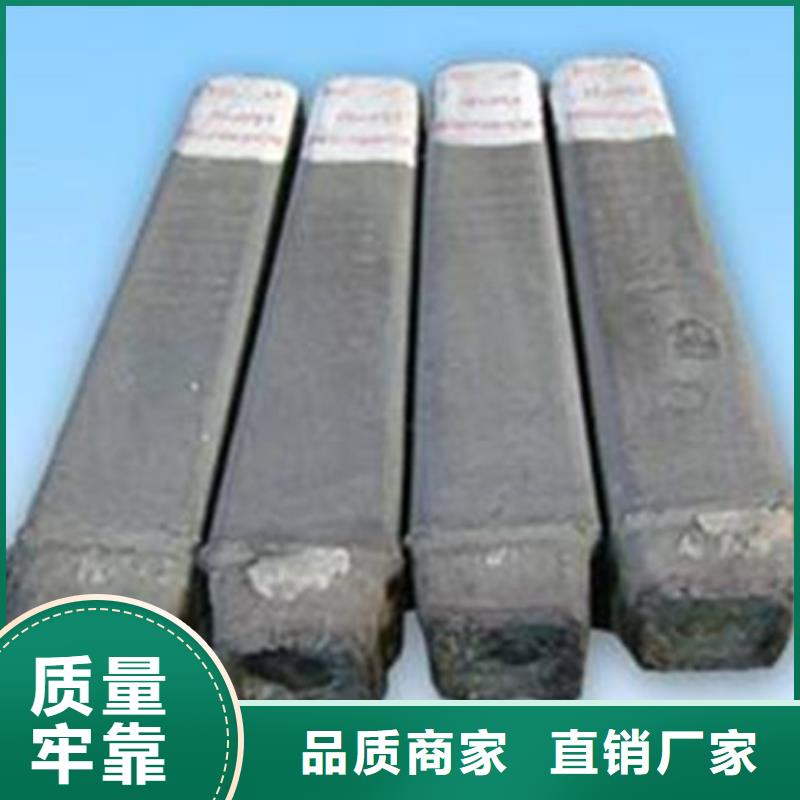
鋼液中含氧量較高(0.02~0.04%)、在錠模中發(fā)生強(qiáng)烈碳氧反應(yīng)、生成一氧化碳?xì)馀荩逛撘涸谀V蟹序v而得名。這種鋼凝固一開始,氣泡就形成并上浮。鋼錠表皮凝固成含鐵較純的殼層。當(dāng)表層達(dá)到所要求的厚度時,在鋼錠頂部加上蓋板,使頂部凝固,阻止氣泡繼續(xù)逸出;也可在頂部加入硅鐵、鋁等脫氧進(jìn)行化學(xué)封頂;也有用瓶口式錠模進(jìn)行封頂。另一種方法是在鋼液凝固成表面層后即向整體鋼液中加鋁脫氧,這種鋼錠稱為外沸內(nèi)鎮(zhèn)鋼。沸騰鋼一般采用上小下大敞開式的瓶口式鑄模。沸騰鋼錠成坯率高達(dá)90~92%,主要用于低碳鋼。
沸騰鋼
鋼液中含氧量較高(0.02~0.04%)、在錠模中發(fā)生強(qiáng)烈碳氧反應(yīng)、生成一氧化碳?xì)馀荩逛撘涸谀V蟹序v而得名。這種鋼凝固一開始,氣泡就形成并上浮。鋼錠表皮凝固成含鐵較純的殼層。當(dāng)表層達(dá)到所要求的厚度時,在鋼錠頂部加上蓋板,使頂部凝固,阻止氣泡繼續(xù)逸出;也可在頂部加入硅鐵、鋁等脫氧進(jìn)行化學(xué)封頂;也有用瓶口式錠模進(jìn)行封頂。另一種方法是在鋼液凝固成表面層后即向整體鋼液中加鋁脫氧,這種鋼錠稱為外沸內(nèi)鎮(zhèn)鋼。沸騰鋼一般采用上小下大敞開式的瓶口式鑄模。沸騰鋼錠成坯率高達(dá)90~92%,主要用于低碳鋼。
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
創(chuàng)新顯活力、科技鑄實力、雄厚的技術(shù)、先進(jìn)的設(shè)施、配套的設(shè)備、科學(xué)的管理鑄就了新物通物資(澳門分公司)的誠信、務(wù)實、、創(chuàng)新的敬業(yè)精神。始終秉承“產(chǎn)品有形、產(chǎn)品如人品;商道無形、商道如人道“的誠信的經(jīng)營理念,鑄就高質(zhì)量的 不銹鋼廠家、316L不銹鋼管、注漿管、20Crmnti合金鋼管,以持續(xù)的質(zhì)量保證、服務(wù)周到的售后跟蹤以滿足 不銹鋼廠家、316L不銹鋼管、注漿管、20Crmnti合金鋼管用戶的需求。
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
鑄鋼件加工的鑄造工藝設(shè)計是鑄鋼件加工的重要環(huán)節(jié), 是獲得優(yōu)質(zhì)高產(chǎn)鑄鋼的重要技術(shù)管理措施。在選定鑄造工藝方案時,須考慮鑄造車間的具體條件,如鑄造設(shè)備運(yùn)轉(zhuǎn)情況、生產(chǎn)能力,鑄鋼件的結(jié)構(gòu)和尺寸、技術(shù)要求以及生產(chǎn)數(shù)量等。
當(dāng)生產(chǎn)的工藝方案決定以后,還應(yīng)根據(jù)產(chǎn)品零件圖的形狀、尺寸和技術(shù)要求,選定各種鑄造工藝參數(shù)。鑄造工藝參數(shù)是由金屬種類和鑄造方法等要素的特點決定的。
鑄鋼件的進(jìn)行是為很多鑄鋼件企業(yè)進(jìn)行鋼材產(chǎn)品生產(chǎn)的關(guān)鍵技術(shù),鑄鋼件就是鍛造工藝典型的產(chǎn)品,關(guān)于鑄鋼件的生產(chǎn)工作中澆注是重要的一個步驟。在鑄鋼件澆筑作業(yè)要求,通常需要根據(jù)以下要點:鑄造大型,中型鋼鑄件,澆注后鋼包內(nèi)鋼水靜1-2min鎮(zhèn)靜。
當(dāng)生產(chǎn)的工藝方案決定以后,還應(yīng)根據(jù)產(chǎn)品零件圖的形狀、尺寸和技術(shù)要求,選定各種鑄造工藝參數(shù)。鑄造工藝參數(shù)是由金屬種類和鑄造方法等要素的特點決定的。
鑄鋼件的進(jìn)行是為很多鑄鋼件企業(yè)進(jìn)行鋼材產(chǎn)品生產(chǎn)的關(guān)鍵技術(shù),鑄鋼件就是鍛造工藝典型的產(chǎn)品,關(guān)于鑄鋼件的生產(chǎn)工作中澆注是重要的一個步驟。在鑄鋼件澆筑作業(yè)要求,通常需要根據(jù)以下要點:鑄造大型,中型鋼鑄件,澆注后鋼包內(nèi)鋼水靜1-2min鎮(zhèn)靜。
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
模具溫度和澆注溫度較低,產(chǎn)生填充不好,造成金屬基體未完全熔合,凝固后強(qiáng)度不夠,容 易有開裂的現(xiàn)象,遠(yuǎn)離內(nèi)澆口的部位容易出現(xiàn)。
鑄件的留模時間過長,使壓鑄件晶粒粗大。
澆鑄合金雜質(zhì)含量過高,降低了合金的可塑性,特別是鐵的含量過高或硅的含量過低。
.推桿配置不當(dāng)或頂出力不均勻,使壓鑄件各部不能同時脫模,在脫模過程中,會造成脫模傾斜,使壓鑄件開裂。
.成型零件強(qiáng)度不夠,特別是細(xì)長的型芯,在填充時,產(chǎn)生扭曲變形,妨礙鑄件的順利脫模。
鑄鋼件廠家了解到鑄鋼的機(jī)械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為鑄鋼的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產(chǎn)生澆不足、冷隔、縮孔和縮松、裂紋及粘砂等缺陷,必須采取比鑄鐵復(fù)雜的工藝措施:
鑄件的留模時間過長,使壓鑄件晶粒粗大。
澆鑄合金雜質(zhì)含量過高,降低了合金的可塑性,特別是鐵的含量過高或硅的含量過低。
.推桿配置不當(dāng)或頂出力不均勻,使壓鑄件各部不能同時脫模,在脫模過程中,會造成脫模傾斜,使壓鑄件開裂。
.成型零件強(qiáng)度不夠,特別是細(xì)長的型芯,在填充時,產(chǎn)生扭曲變形,妨礙鑄件的順利脫模。
鑄鋼件廠家了解到鑄鋼的機(jī)械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為鑄鋼的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產(chǎn)生澆不足、冷隔、縮孔和縮松、裂紋及粘砂等缺陷,必須采取比鑄鐵復(fù)雜的工藝措施:
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
廠家用心做好每一件產(chǎn)品")
點擊查看新物通物資(澳門分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
