









安順方矩管焊接順序減少變形矩形,焊接順序應該按照以下原則:先從中間向兩邊對稱分層分段焊接,這樣有利于應力擴散和釋放,避免了在焊接生產復雜的應力,通過擺動焊接,焊接在開始形成的狹窄區內的塑性變形只發生一次,因為連續的擺動焊接和熱量的輸入,使加熱面積過大,壓縮塑性變形引起的面積大,所以焊接的收縮變形較大,安順方矩管分層分段焊接的時候,因為每一節都是很小的,熱量也很小,每一層又分為若干段,所以每一焊的跳焊,基本上都是在冷板溫度場上重建的,每次在狹窄的塑性變形去相應的分層直焊接縱向收縮率小,而不是通過連續時間的填充擺動使焊接變形小。
安順方矩管應用領域:廣泛應用于機械制造、建筑業、冶金工業、農用車輛、農業大棚、汽車工業、鐵路、公路護欄、集裝箱骨架、家具、裝飾以及鋼結構領域等。
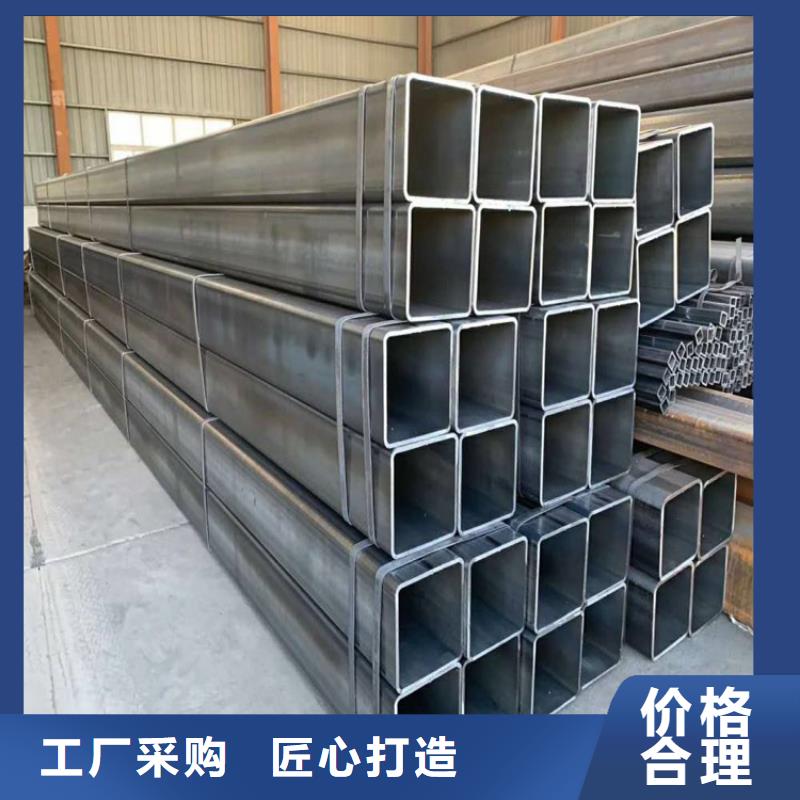
安順方矩管用于工程建筑、玻璃幕墻、門窗裝飾、鋼結構、護欄、機械制造、汽車制造、家電制造、造船、集裝箱制造、電力、農業建設、農業大棚、自行車架、摩托車架、貨架、健身器材、休閑和旅游用品、鋼家具、各種規格的石油套管、油管和管線管、水、燃氣、污水、空氣、采暖等流體輸送、消防用及支架、建筑業等。
安順方矩管不是Q345B無縫管。無縫化鋼管的生產工藝鋼管的無縫化主要是通過張力減徑來完成的,張力減徑過程是空心母材無縫鋼管不帶芯棒的連續軋制過程。安順方矩管若要獲得尺寸更小和質量更好的無縫方管,必須采用冷軋、冷拔或者兩者聯合的方法。Q345B無縫方管冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。安順方矩管冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
安順方矩管光潔度:
1 無縫 方矩管內外表面應光滑平整、無氣泡、無折疊。
2 內表面積小于100平方毫米時 ,內表面積允許公差為±0.2mm。
3 內表面積大于100平方毫米 時 ,內表面積允許公差為±0.5mm。
4 內表 面不允許有裂紋及折疊現象;5 不得有結疤 6 無明顯的劃傷及碰傷痕跡 。
(2) 安順方矩管平整度:
1 無縫方管內外表面應平整光滑 。
2 用10倍放大鏡觀察時 ,不應有明顯的凹凸不平。
3 管口端面與管子中心線垂直 。
4 管口端面不得有毛刺 。
5 管子彎曲處不得出現折皺。
6 管子兩端面應平行。
7 除銹后的焊縫處不允許有明顯凸起。
8 不應有明顯凹坑 。
9 不允許有影響使用的缺陷。
10 安順方矩管當采用卷板機焊接時 ,焊縫處的圓角半徑不應小于母材的厚度。
