





襄陽異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
襄陽異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
襄陽異型管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
襄陽異型管焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。
襄陽異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
襄陽異型管為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
襄陽異型管焊嘴與異型管間的距離以15-25mm為宜。
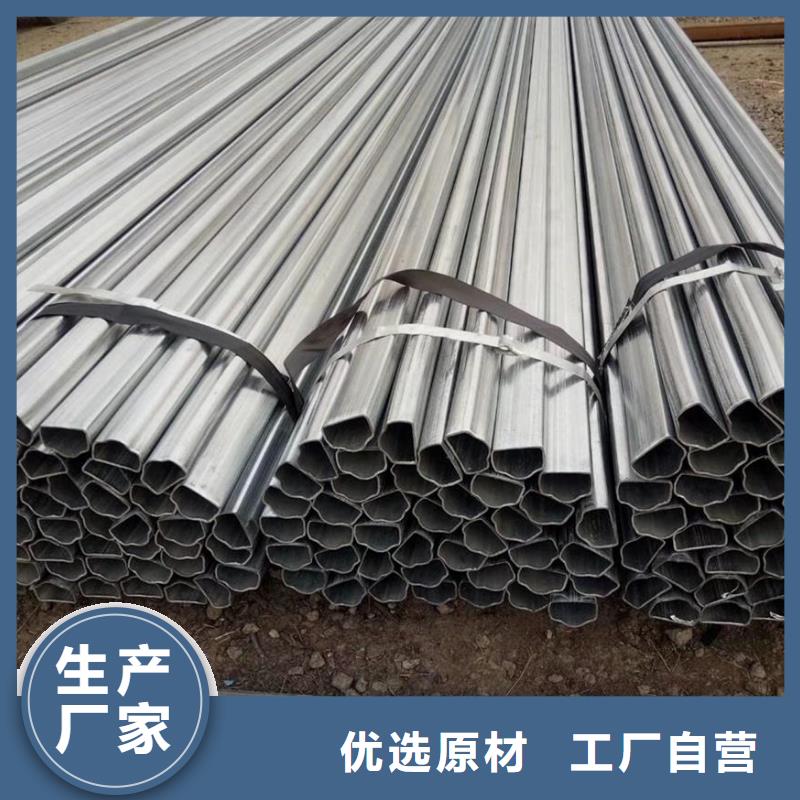
襄陽異型管的表面質量十分重要,因為在管坯赴任何殘障都市帶到制品異型管上,并且有殘障的地點頻頻會釀成應力集中,通過塑性變形將使殘障加深、加長;
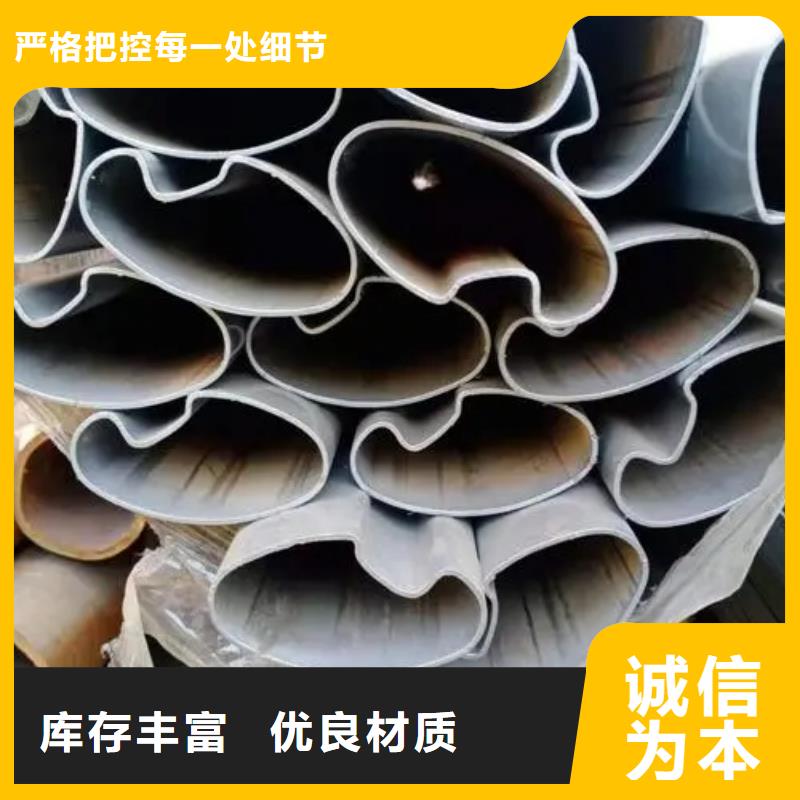
襄陽異型管內部組織緊要是指縮孔和中央疏松,非金屬夾雜的積累、氣體的含量等。這種要求的嚴格程度,隨異型管的用途和鋼種的差異而異;
要對襄陽異型管坯進行顯微組織的檢驗,以測定非金屬夾雜物(如硫化物、氧化物及碳化物)的含量及分布形態,鑒別帶狀組織與脫碳層等;
襄陽異型管為了擔保穿孔過程的合理進行和獲得高質量的異型管,必需對管坯的幾何尺寸,低倍組織和表面狀態等提出嚴格的要求;
襄陽異型管坯的低倍組織不應有肉眼可見≥1級的殘余縮孔、翻皮、分層、氣泡、砂眼、非金屬夾雜、白點及裂紋等。
為了避免呈現微泄漏,煤氣爐維修應堅持氫氣的正壓,維持正常的請求。
襄陽異型管熱處理一般是以固溶熱處理,因為它通常被稱為“退火”,1040- 1120℃溫度范圍(日本標準)。你也可以看看退火爐孔,應白熾狀態退火帶的不銹鋼異形管,但沒有表現出軟化。
襄陽異型管一方面,檢查爐體材料可以干,先裝爐,爐體數據必須干燥;一方面為不銹鋼異形管爐可將剩余的水,特別是如果有一個以上的漏水孔管,不要去,如果你把爐子氣氛破壞。
襄陽異型管光亮退火爐應封閉,與外界空氣隔離;使用氫作為維護的氣,只要一口連通。檢查與關節間隙在退火爐肥皂和水的方式,看看你是否能跑氣;容易跑氣是中央管退火爐在中央和中央管,密封圈中央特別容易磨損,應經常檢查經常改變。
襄陽異型管驅動送料輥輪的齒輪類齒隙比較小,驅動送料輥輪的伺服電機可以靈活、適度地加、減速。
襄陽異型管軋制油膜對送料精度產生影響,軋制完成后如果放置時間過長,軋制油就會發生干燥固化現象,送料時材料就會與送料輥輪發生滑動,使送料的精度下降。
襄陽異型管材料從很寬的材料剪切時,因剪切裝置的精度和剛度原因剪切下來的材料幅度會出現正、負誤差。在通過模具的導向柱時,材料過窄就會產生間隙,發生抖動,使送料的精度下降。在通過模具的導向柱時,材料過寬會被壓縮變形,也會嚴重降低送料精度。
襄陽異型管卷材是由很寬的壓延鋼板卷曲而成的,相對來說靠近中央附近的精度比較好,幅寬方向的兩端呈現逐漸變薄的現象,厚度的精度明顯變差。此時,幅寬精度比較差的卷材也會影響送料精度。
