
我們為您呈現的精密鋼管20Cr精密管廠家直發產品視頻,旨在讓您更直觀地感受產品的各項功能和特點。請您抽出片刻時間觀看
以下是:上饒鄱陽精密鋼管20Cr精密管廠家直發的圖文介紹
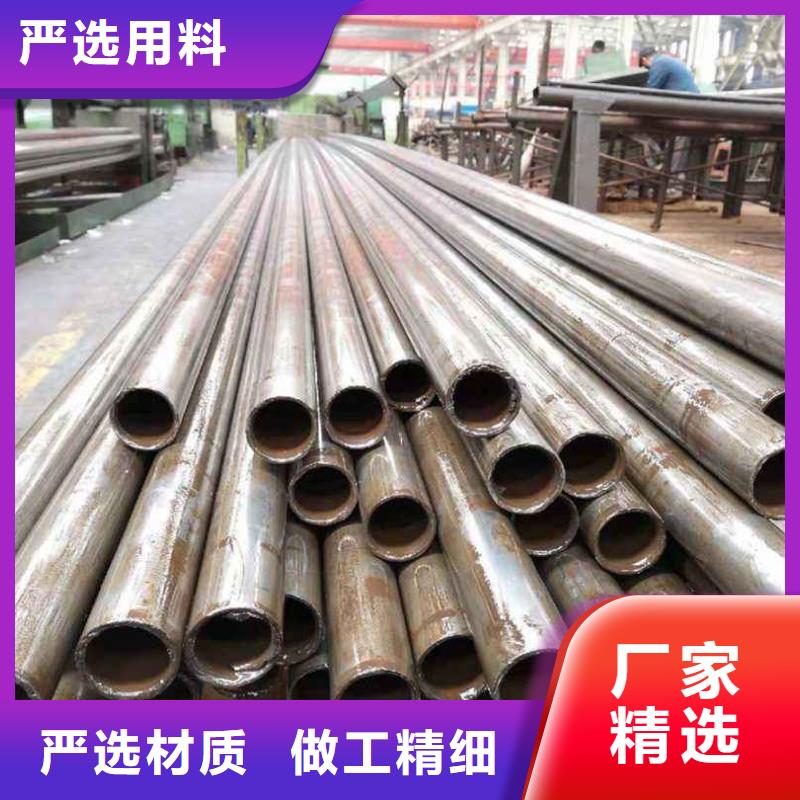
熱軋無縫鋼管
融拓金屬材料(上饒市鄱陽縣分公司)
優選廠家 品質保障 售后無憂


熱軋無縫鋼管的詳細介紹
免費安裝 實用

融拓金屬材料(上饒市鄱陽縣分公司)的產品以合理的價格,【熱軋無縫鋼管】產品質量及優良的售后服務,深受客戶歡迎。【熱軋無縫鋼管】價格合理,歡迎來電洽談訂購 。
我們的宗旨:人有我優。
經營理念: 讓利多銷,培養忠實客戶群體。
經營宗旨: 售前當好參謀,售后搞好服務。
質量目標: 不斷完善自我,滿足客戶需求。



將精軋管送入精軋管機組,經多道軋輥滾壓,精軋管逐漸卷起,形成有開口間隙的圓形精軋管,調整擠壓輥的壓下量,使精軋管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,精軋管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,精軋管熱量過大,造成精軋管燒損;或者精軋管經擠壓、滾壓后形成深坑,影響精軋管表面質量。
精軋管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制精軋管溫度的目的。對于低碳鋼,精軋管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,精軋管溫度亦可通過調節精軋管速度來實現。





