



<自貢>九冶管業有限公司
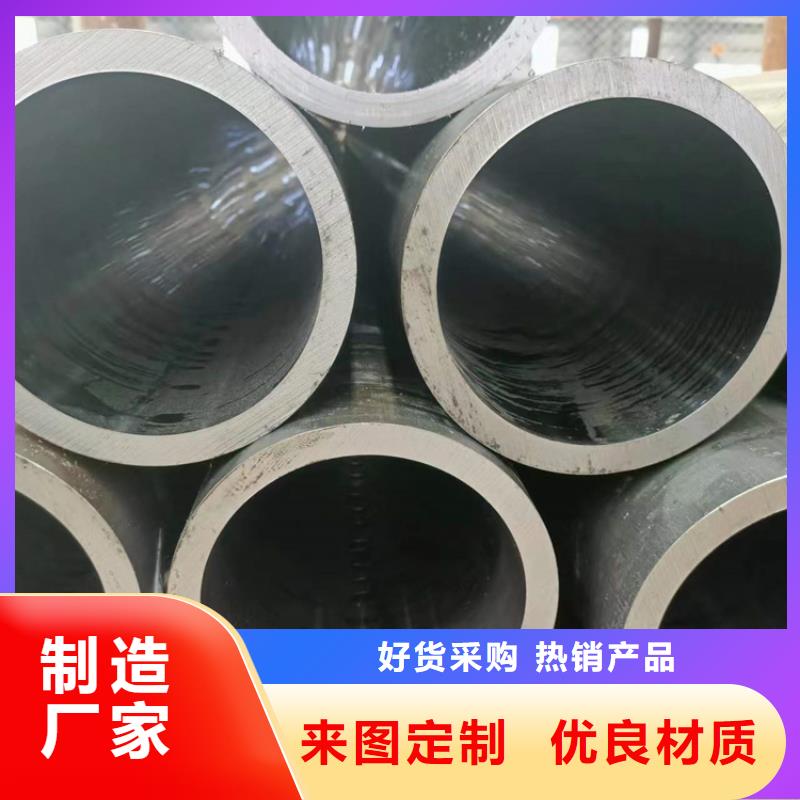
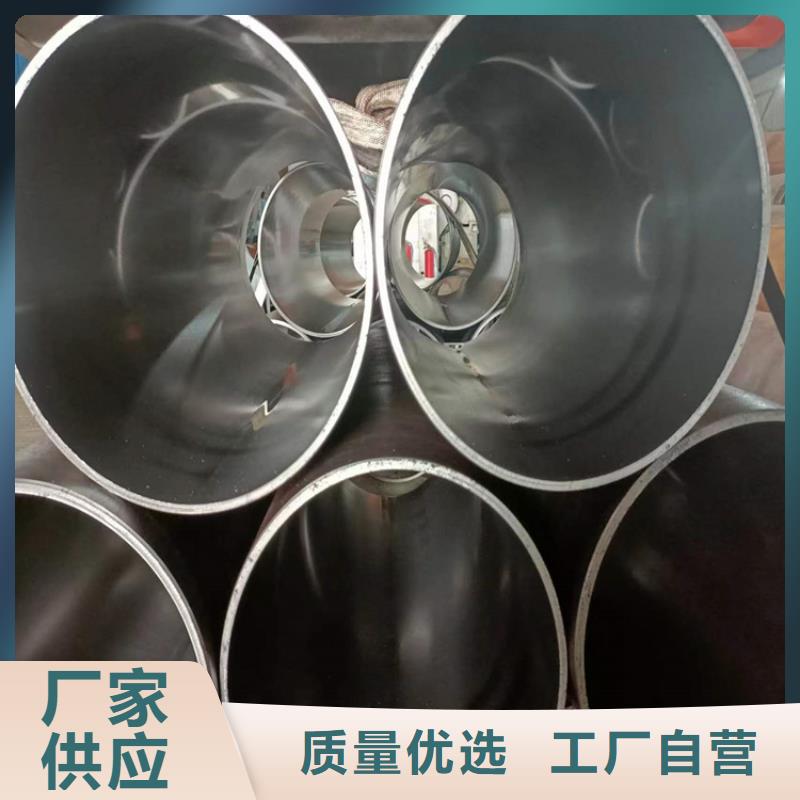
珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
自貢活塞桿品牌-報價中國珩磨管油缸管行業珩磨油缸管規模珩磨油缸管通過面向質量為本品種規模擴大,是珩磨油缸管業數十年比例膨脹操作的主要模式是自由基顛覆的延續。任何改革都會涉及利益的深刻調整格局。中國珩磨油缸管行業珩磨油缸管規模珩磨油缸管也將帶來改珩磨油缸管陣痛珩磨油缸管因為大多數習慣于鋼材價格的傳統操作模式。例如,在歷史的長河中的發展,一些企業習慣于依靠生產增加珩磨油缸管稀珩磨油缸管成本,但在珩磨油缸管規模珩磨油缸管新的形勢下,這種方式將難以為繼;同時,由于珩磨油缸管走規模珩磨油缸管分手生產組織的現有格局,企業不得不面對的一些工作人員重新安置的新問題。.....所有這些都在不同程度上為企業珩磨油缸管規模珩磨油缸管測試。


但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。根據對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。
<自貢>九冶管業有限公司 自貢活塞桿品牌-報價