


航蕭管件
自貢拉彎加工海量貨源
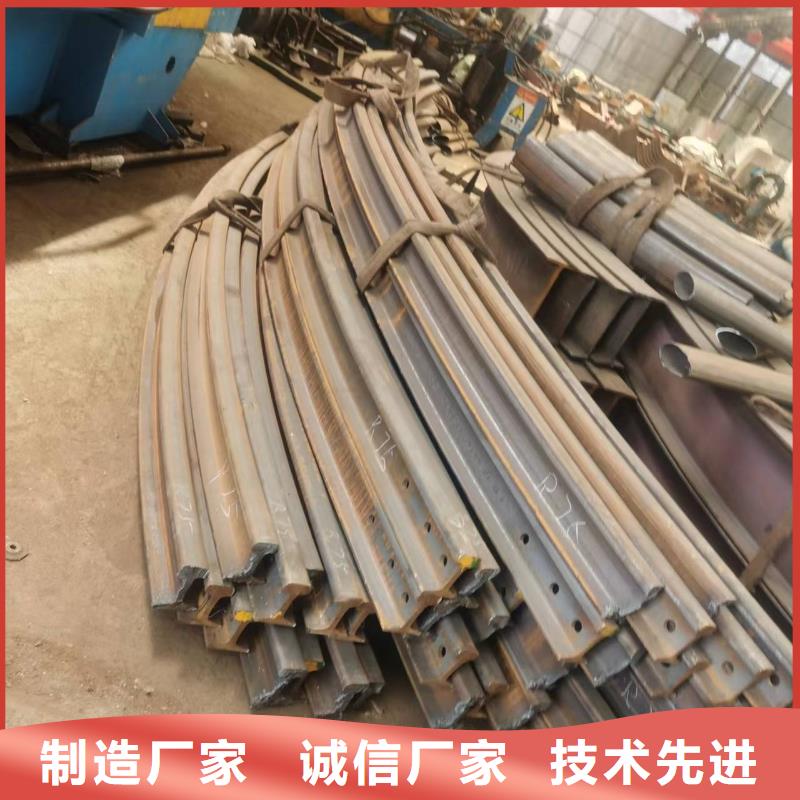
 本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)。
本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)。
 型材彎管拉彎的關(guān)鍵技術(shù)。.合理確定拉彎成形過程中的工藝參數(shù);
2.準(zhǔn)確預(yù)測(cè)拉彎零件的回彈量。
實(shí)際生產(chǎn)中拉彎模修正量及工藝參數(shù)的確定主要以實(shí)際經(jīng)驗(yàn)或通過試錯(cuò)法來解決,即根據(jù)經(jīng)驗(yàn)反復(fù)調(diào)整修模量,改變主拉力、補(bǔ)拉力等工藝參數(shù)。有時(shí)還需要多次預(yù)拉彎及熱處理,成形后還要進(jìn)行人工校形。這種方法成本高,時(shí)間長,形狀精度難以保證。隨著產(chǎn)品加工精度要求的日益提高,近/凈成形的要求逐步增加,數(shù)字化設(shè)計(jì)制造也對(duì)拉彎成形工藝提出了新的要求,傳統(tǒng)的拉彎成形工藝已不能滿足現(xiàn)代生產(chǎn)的需要。隨著科技的進(jìn)步,技術(shù)的不斷的革新,特別是CAD/CAE技術(shù)的不斷發(fā)展,大型的CAD通用軟件為拉彎模具的設(shè)計(jì)提供了強(qiáng)大的技術(shù)支持。在CAD軟件環(huán)境下,可以得到零件的一些幾何信息,例如通過幾何分析功能,可以得到整條曲線的曲率分布及其大小,可以檢查曲面的質(zhì)量。同時(shí)其提供的二次開發(fā)工具為用戶開發(fā)自己專用的CAD系統(tǒng)提供了技術(shù)支持。CAE在型材拉彎成形工藝中的應(yīng)用,使得技術(shù)人員可以更直觀的觀察到型材的動(dòng)態(tài)成形過程,以及每個(gè)瞬時(shí)材料的應(yīng)力、應(yīng)變、位移分布,通過這些基本數(shù)據(jù),可以得出型材的成形性能,并結(jié)合其力能參數(shù)來調(diào)整模具的參數(shù)和成形工藝,修改模具的型面,調(diào)整回彈量。
型材彎管拉彎的關(guān)鍵技術(shù)。.合理確定拉彎成形過程中的工藝參數(shù);
2.準(zhǔn)確預(yù)測(cè)拉彎零件的回彈量。
實(shí)際生產(chǎn)中拉彎模修正量及工藝參數(shù)的確定主要以實(shí)際經(jīng)驗(yàn)或通過試錯(cuò)法來解決,即根據(jù)經(jīng)驗(yàn)反復(fù)調(diào)整修模量,改變主拉力、補(bǔ)拉力等工藝參數(shù)。有時(shí)還需要多次預(yù)拉彎及熱處理,成形后還要進(jìn)行人工校形。這種方法成本高,時(shí)間長,形狀精度難以保證。隨著產(chǎn)品加工精度要求的日益提高,近/凈成形的要求逐步增加,數(shù)字化設(shè)計(jì)制造也對(duì)拉彎成形工藝提出了新的要求,傳統(tǒng)的拉彎成形工藝已不能滿足現(xiàn)代生產(chǎn)的需要。隨著科技的進(jìn)步,技術(shù)的不斷的革新,特別是CAD/CAE技術(shù)的不斷發(fā)展,大型的CAD通用軟件為拉彎模具的設(shè)計(jì)提供了強(qiáng)大的技術(shù)支持。在CAD軟件環(huán)境下,可以得到零件的一些幾何信息,例如通過幾何分析功能,可以得到整條曲線的曲率分布及其大小,可以檢查曲面的質(zhì)量。同時(shí)其提供的二次開發(fā)工具為用戶開發(fā)自己專用的CAD系統(tǒng)提供了技術(shù)支持。CAE在型材拉彎成形工藝中的應(yīng)用,使得技術(shù)人員可以更直觀的觀察到型材的動(dòng)態(tài)成形過程,以及每個(gè)瞬時(shí)材料的應(yīng)力、應(yīng)變、位移分布,通過這些基本數(shù)據(jù),可以得出型材的成形性能,并結(jié)合其力能參數(shù)來調(diào)整模具的參數(shù)和成形工藝,修改模具的型面,調(diào)整回彈量。

 采購彎管時(shí)如何鑒別其質(zhì)量。在日常生活中,人們經(jīng)常使用彎管,如彈簧、U形管、鎖自行車的欄桿以及部分下水管道等,這些產(chǎn)品在裝配時(shí)沒有使用彎管是不行的,但制造高質(zhì)量的彎管也有不小的困難,因?yàn)槠鋸澢课辉谏a(chǎn)時(shí)很容易受力不均,因此產(chǎn)品的厚度會(huì)有所不同。
采購彎管時(shí)如何鑒別其質(zhì)量
彎管的制作在制作過程中會(huì)克服哪些困難?
當(dāng)采用彎管作法時(shí),其制造管件的尺寸越小,制造難度就越大,而且在生產(chǎn)中很容易使圓管出現(xiàn)截面變橢圓的現(xiàn)象,這種情況的發(fā)生主要是由于加工機(jī)械技術(shù)落后。
零件的制造是通過機(jī)器擠壓的方式進(jìn)行的,當(dāng)零件離開機(jī)器時(shí),由于外力擠壓而變形的零件會(huì)產(chǎn)生一定的回彈。這樣可以使產(chǎn)品角度有所改變,這種改變不明顯,但在與其它管件組合后,其承受能力會(huì)下降。
如何制作高質(zhì)量的彎頭。
由于目前某些生產(chǎn)方法很難保證所有產(chǎn)品都符合標(biāo)準(zhǔn),所以所有的彎管再制造后,或多或少都會(huì)存在一些小問題。由于管件制造后的質(zhì)量檢驗(yàn)只能通過切割管件來檢驗(yàn)。
因此要檢驗(yàn)彎管質(zhì)量,必須通過光學(xué)檢測(cè)才能完成。該方法是將管件掃描成像,然后根據(jù)上傳的標(biāo)準(zhǔn)數(shù)據(jù)與制造成品進(jìn)行數(shù)據(jù)比對(duì),通過計(jì)算,判斷產(chǎn)品與標(biāo)準(zhǔn)數(shù)據(jù)之間是否存在較大的偏差。
這樣的探測(cè)方法非常直觀,監(jiān)測(cè)的數(shù)據(jù)也非常。能很好地保證產(chǎn)品質(zhì)量。
采購彎管時(shí)如何鑒別其質(zhì)量。在日常生活中,人們經(jīng)常使用彎管,如彈簧、U形管、鎖自行車的欄桿以及部分下水管道等,這些產(chǎn)品在裝配時(shí)沒有使用彎管是不行的,但制造高質(zhì)量的彎管也有不小的困難,因?yàn)槠鋸澢课辉谏a(chǎn)時(shí)很容易受力不均,因此產(chǎn)品的厚度會(huì)有所不同。
采購彎管時(shí)如何鑒別其質(zhì)量
彎管的制作在制作過程中會(huì)克服哪些困難?
當(dāng)采用彎管作法時(shí),其制造管件的尺寸越小,制造難度就越大,而且在生產(chǎn)中很容易使圓管出現(xiàn)截面變橢圓的現(xiàn)象,這種情況的發(fā)生主要是由于加工機(jī)械技術(shù)落后。
零件的制造是通過機(jī)器擠壓的方式進(jìn)行的,當(dāng)零件離開機(jī)器時(shí),由于外力擠壓而變形的零件會(huì)產(chǎn)生一定的回彈。這樣可以使產(chǎn)品角度有所改變,這種改變不明顯,但在與其它管件組合后,其承受能力會(huì)下降。
如何制作高質(zhì)量的彎頭。
由于目前某些生產(chǎn)方法很難保證所有產(chǎn)品都符合標(biāo)準(zhǔn),所以所有的彎管再制造后,或多或少都會(huì)存在一些小問題。由于管件制造后的質(zhì)量檢驗(yàn)只能通過切割管件來檢驗(yàn)。
因此要檢驗(yàn)彎管質(zhì)量,必須通過光學(xué)檢測(cè)才能完成。該方法是將管件掃描成像,然后根據(jù)上傳的標(biāo)準(zhǔn)數(shù)據(jù)與制造成品進(jìn)行數(shù)據(jù)比對(duì),通過計(jì)算,判斷產(chǎn)品與標(biāo)準(zhǔn)數(shù)據(jù)之間是否存在較大的偏差。
這樣的探測(cè)方法非常直觀,監(jiān)測(cè)的數(shù)據(jù)也非常。能很好地保證產(chǎn)品質(zhì)量。
您的位置>首頁 >自貢本地行業(yè)News >