

碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼設(shè)計(jì)")
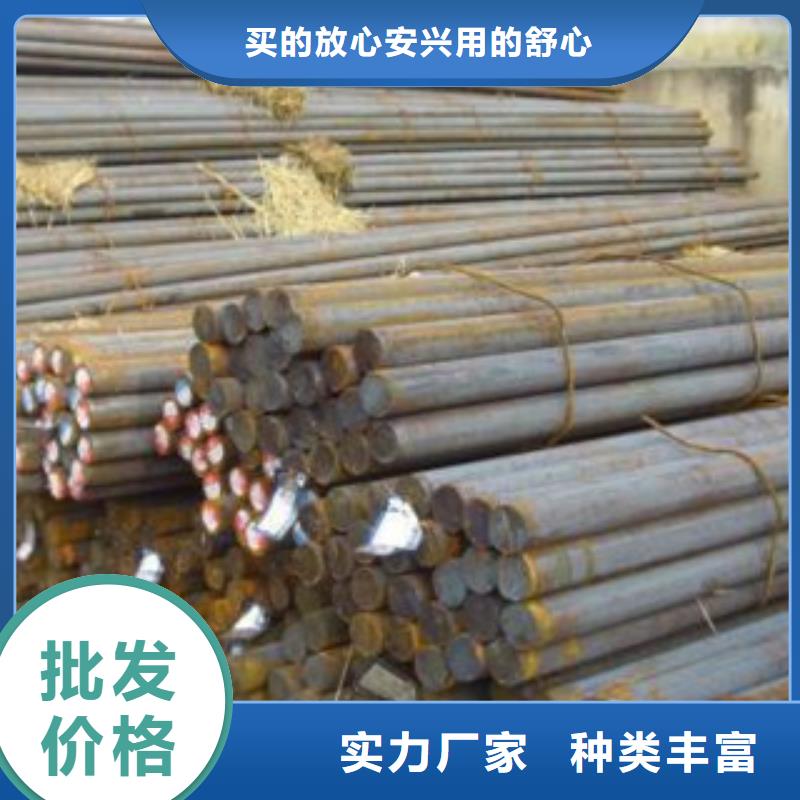
碳結(jié)鋼與其它鋼筋的區(qū)別:1 外型不一樣,碳結(jié)鋼外型光圓,無紋無肋,其它鋼筋表面外型有刻紋或有肋,這樣就造成碳結(jié)鋼與混凝土的粘結(jié)力小,而其它鋼筋與混凝土的粘結(jié)力大。 2 成份不一樣,碳結(jié)鋼(一級(jí)鋼)屬于普通低碳鋼,其它鋼筋多為合金鋼。3強(qiáng)度不一樣,碳結(jié)鋼強(qiáng)度低,其它鋼強(qiáng)度高,即直徑大小相同的碳結(jié)鋼與其它鋼筋相比,碳結(jié)鋼所能承受的拉力要比其它鋼筋小,但碳結(jié)鋼的塑性比其它鋼筋強(qiáng),即碳結(jié)鋼在被拉斷前有較大的變形而其它鋼筋在被拉斷前的變形要小得多。含碳量小于1.35%,除鐵、碳和限量以內(nèi)的硅、錳、磷、硫等雜質(zhì)外,不含其他合金元素的鋼。碳素鋼的性能主要取決于含碳量。含碳量增加,鋼的強(qiáng)度、硬度升高,塑性、韌性和可焊性降低。與其他鋼類相比,碳素鋼使用的早,成本低,性能范圍寬,用量 。適用于公稱壓力PN≤32.0MPa,溫度為-30-425℃的水、蒸汽、空氣、氫、氨、氮及石油制品等介質(zhì)。常用牌號(hào)有WC1、WCB、ZG25及優(yōu)質(zhì)鋼20、25、30及低合金結(jié)構(gòu)鋼16Mn。碳結(jié)鋼的計(jì)算公式為:直徑*直徑*0.00617=每米的重量
碳結(jié)鋼在生活和工作當(dāng)中都是非常常見的,當(dāng)然也為我們帶來了許多的便利以及好處,當(dāng)然這一產(chǎn)品也有比較不好的一個(gè)地方就是會(huì)出現(xiàn)生銹的情況,那么該如何進(jìn)行除銹工作呢?這就是我們需要了解的地方,除銹工作處理好的話,我們就可以更好的使用。
首先要用溶劑進(jìn)行清洗,在清洗的時(shí)候要將碳結(jié)鋼表面的一些雜物干凈,這樣才能進(jìn)行下一步,當(dāng)然這樣進(jìn)行下一步的時(shí)候效果也是好的,再者就是用一些鋼絲刷等進(jìn)行除銹,可以講一些焊渣,鐵銹等清理干凈,在處理的過程當(dāng)中我們一定要注意個(gè)人的問題等。后就是如果上述除銹方法不是很好的話,我們也可以進(jìn)行酸洗的方式,這時(shí)候必然可以達(dá)到很好的除銹效果,但是我們要注意的就是個(gè)人的皮膚不要和酸進(jìn)行接觸,否則會(huì)帶來一些不好的后果。得到了硬度、抗腐蝕能力都比鐵強(qiáng)的鋼。鋼在我們生活中的運(yùn)用不勝枚舉,而以鋼為主要材料制成的鋼管,更是建筑物的支架所在,但是基于鋼管的形態(tài)結(jié)構(gòu),人們進(jìn)而加以改造,才有了碳結(jié)鋼——一種運(yùn)輸液體的載體。碳結(jié)鋼設(shè)計(jì)")
碳結(jié)鋼加工必須經(jīng)過的流程有哪些呢。的技術(shù)人員給大家介紹一下,希望我們的介紹可以更好的幫到你們。材料處理:采用冷拔材料產(chǎn)品的都是對(duì)材料的尺寸精度有較要求的應(yīng)用,冷拔加工能通過對(duì)材料的尺寸選擇來決定加工后產(chǎn)品尺寸精度和表面光亮度,一般均選擇比需要的產(chǎn)品外徑尺寸大幾毫米的材料來加工。為了使原材料能經(jīng)過冷拔模具,原材料必須經(jīng)過處理。處理的是使用的機(jī)械將原材料的一端碾壓得比模具孔徑小。拉拔加工:原材料經(jīng)過前期處理后,就可以上冷拔機(jī)進(jìn)行拉拔加工。為了拉拔模具的損耗,在這個(gè)必須對(duì)模具進(jìn)行。的一般有二種,一種為油,一種為材料。后加工:經(jīng)拉拔后產(chǎn)品還需要進(jìn)行調(diào)直加工、去除夾頭廢料加工、定尺剪切、防銹處理等環(huán)節(jié)才算后成品。碳結(jié)鋼應(yīng)該范圍很廣泛,普遍應(yīng)用在五金配件、家電配件、加工原材料,機(jī)加工等等各種熱軋圓鋼不了要求的領(lǐng)域。;碳結(jié)鋼與其他鋼的區(qū)別有哪些呢。的技術(shù)人員給大家分享一下,希望我們的介紹可以更好的幫到你們。碳結(jié)鋼的精度要高于普通的冷拉扁鋼,因?yàn)槠洳馁|(zhì)是經(jīng)過“調(diào)質(zhì)”處理的,所以直接用來當(dāng)做軸,不需要再進(jìn)行任何加工處理了,而普通的圓鋼是達(dá)不到的。碳結(jié)鋼設(shè)計(jì)")
使用碳結(jié)鋼時(shí),需要使用焊接的方式來進(jìn)行連接。為了保證良好的密封性,需要有一些問題要注意。
使用滾槽方式來焊接碳結(jié)鋼時(shí)候,滾槽焊縫會(huì)容易開裂。這種情況其實(shí)是可以避免的,將壓槽內(nèi)壁的焊角磨平能有效降低減少阻力。另外可以調(diào)整鋼管,盡量保證其與滾槽保持水平。調(diào)整壓槽的速度是力度可以保證其成型均勻、緩慢施力。還要保證支撐和壓力輥的寬度和型號(hào)相互是匹配的,不會(huì)因咬合而斷裂。
另外如果碳結(jié)鋼對(duì)接后其管口對(duì)接不嚴(yán)密,這可能是由于管口被磕碰導(dǎo)致變形造成的。建議將鋼管管頭切割掉一小段后再進(jìn)行對(duì)接。由于焊接時(shí)操作不當(dāng)或因管口部位遺留鋅瘤會(huì)造成的砂眼,這可以在焊接前將鋅瘤鏟掉磨平來避免。車絲連接方式常出現(xiàn)的問題是管箍與絲扣不完全貼合,這就必須裁掉不能貼合的部分重新進(jìn)行連接。碳結(jié)鋼設(shè)計(jì)")
