





為了讓您更地了解我們的冷拔六角鋼扁鋼生產廠家質量為本,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:冷拔六角鋼扁鋼生產廠家質量為本的圖文介紹


通常來講,不論是何種物品,在進行操縱的過程當中,都有諸多的注意事項。接下來為大家介紹的內容是——冷拔六角鋼操作時的注意事項都有哪些?1、冷拔鋼冷拔前應對原材料進行要的查驗。對鋼號不明或無出廠證明的鋼材,應取樣查驗。遇截面不規整的扁圓、帶刺、過硬、濕潤的鋼筋,不得用于拔制,避免損壞拔絲模和影響質量。鋼筋冷拔前經軋頭和除銹處理。除銹設備能夠利用拔絲機卷筒和盤條轉架,其間,設3~6個單向錯開或上下交錯擺放的帶槽剝殼輪,鋼筋經上下左右重復曲折,即可除銹。亦可運用與鋼筋直徑根本相同的廢拔絲模以機械方法除銹。2、為便利鋼筋穿過拔絲模,鋼筋頭要軋細一段(長150~200 mm),軋壓至直徑比拔絲模孔小0.5~0.8 mm,以便順利穿過模孔。為減少軋頭次數,可用對焊方法將鋼筋連接,但應將焊縫處的凸縫用砂輪銼平磨滑,以維護設備及拉絲模。3、在操作前,應按慣例對設備進行查看和空載運轉一次。裝置拔絲模時,要分清正反面.裝置后應將固定螺栓擰緊。4、為減少拔絲力和拔絲模孔損耗,抽拔時須涂以潤滑劑。一般在拔絲模前裝置一個潤滑盒,使鋼筋黏滯潤滑劑進入拔絲模。5、拔線速度宜控制在50~70 m/min。鋼筋連拔不宜超越3次.如需再拔,應對鋼筋內應力,采用低溫(600℃~800℃)退火處理使鋼筋變軟。加熱后取出埋入砂中,使其緩冷,冷卻速度應控制在150℃/h以內。6、拔絲的成品,應隨時查看砂孔、溝痕、夾皮等缺陷,以便隨時替換拔絲模或調整轉速。



鑫澤金屬制品有限公司(張掖分公司)是一家從事 扁鋼研發,生產及銷售的企業。目前市場規模已在全國的所有省會城市和數百個二級主要城市設有銷售點,出口業務遍及海外100多個和地區;公司引進進口的自動化設備,成熟工藝和精密設備相結合,保證產品品質,從源頭把控品質,堅持技術創新。 我們的經營理念是“誠信、創新、、共贏”,您的滿意是我們永恒的追求,期待成為您真誠的合作伙伴。



冷拔六角鋼由于熔化速率高,存在礦物質成分的焊劑以及通常需要連續操作,藥芯焊絲不可避免地比手工電弧焊和實芯焊絲氣體保護焊產生更多的顆粒性煙塵,雖然這些顆粒大部分可以看作為具有相當強惰性的灰塵。部分焊絲和焊劑中的成分會產生有毒的物質,含鉻焊絲中產生的六價鉻以及一些自保護焊絲中產生的鋇的化合物是需要給予主要關注的方面。冷拔六角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的兩個邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如“∠30×30×3”,即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。也可用型號表示,型號是邊寬的厘米數,如∠3#。型號不表示同一型號中不同邊厚的尺寸,因而在合同等單據上將角鋼的邊寬、邊厚尺寸填寫齊全,避免單獨用型號表示。熱軋等邊角鋼的規格為2#-20#。角鋼屬建造用碳素結構鋼,是簡單斷面的型鋼鋼材,主要用于金屬構件及廠房的框架等。在使用中要求有較好的可焊性、塑性變形性能及一定的機械強度。生產角鋼的原料鋼坯為低碳方鋼坯,成品角鋼為熱軋成形、正火或熱軋狀態交貨。



冷加工對機械性能的影響:鋼的成形性能極大地取決于材料在冷加工時其屈服強度達到極限抗拉強度時的速率。屈服強度和極限抗拉強度曲線帶之間的縮小說明成形是被限制的。曲線帶之間的縮小顯示,大部分屈服強度可以一直使用,任何進一步變形會導致破裂。另外一方面,鋼加工性的增加顯示曲線帶卻沒有收斂,在相同冷加工變形量的情況下,這種材料它有極高的塑性,在成形過程中允許有嚴重的變形。以上就是冷拔六角鋼方鋼扁鋼異型鋼棒材冷成形的加工工藝。冷拔六角鋼方鋼扁鋼異型鋼棒材冷成形過程完全不同于低合金鋼和普通碳鋼,因為強度更高,更硬,塑性更好,加工硬化速率更快,而且還必須維持其固有的耐腐蝕性能。這些特性必須需要更大的動力,工藝設備磨損的允許差增加,加工過程需要避免表面污染和耐腐蝕性能的削弱。選擇通常按照規格要求的性能來的,如耐蝕性或耐熱性,強度,塑性等。冷拔六角鋼方鋼扁鋼異型鋼棒材的加工硬化的結果,和隨后對力學性能的影響,在成形加工時的選擇起著至關重要的作用。



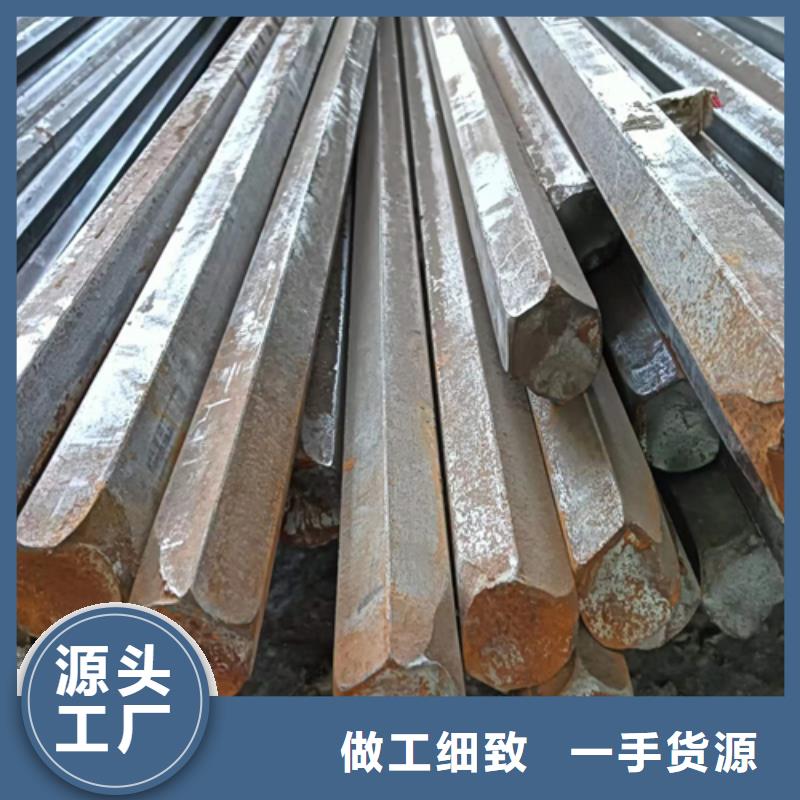
山東鑫澤金屬冷拔六角鋼、冷拔方鋼、冷拔扁鋼、冷拔圓鋼、冷拔光圓、冷拔橢圓鋼、冷拔半圓鋼、冷拔三角圓鋼、冷拔異型鋼等,特殊形狀和材質另議訂做。效果分析1.次冷拉效果:取一鋼筋對其施加拉應力冷拉,鋼筋會發生變形(并作應力——應變圖)。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C后,停止冷拉,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。2.第二次冷拉效果:重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高于原來的屈服點A。這個變化說明,鋼筋的塑性發生了變化,塑性小了,硬度大了,鋼筋的強度得到提高,這一現象叫“變形硬化”。經過以上兩次過程冷拉鋼(筋)制作完成。6冷拉控制1)冷拉應力控制的情況:對于Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷拉后,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉后經檢查,*大冷拉率超過了規范規定(表3——1)值,山東鑫澤金屬冷拔六角鋼、冷拔方鋼、冷拔扁鋼、冷拔圓鋼、冷拔光圓、冷拔橢圓鋼、冷拔半圓鋼、冷拔三角圓鋼、冷拔異型鋼等,特殊形狀和材質另議訂做。還要再進行機械能實驗。2)冷拉率測定控制要求:以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,,平均的冷拉率低于1%時,在鋼筋冷拉時,仍要按1%的冷拉率控制。3)不同爐批的冷拉控制:對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定(表3——1)。4)冷拉速度控制:要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5——1.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,山東鑫澤金屬冷拔六角鋼、冷拔方鋼、冷拔扁鋼、冷拔圓鋼、冷拔光圓、冷拔橢圓鋼、冷拔半圓鋼、冷拔三角圓鋼、冷拔異型鋼等,特殊形狀和材質另議訂做。隨即停拉2——3以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。
