以下是:鋁合金型材流體管款式新穎的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 品牌 | 恒永興 |
|---|
| 規格 | 齊全 |
|---|
| 價格 | 電議 |
|---|
以下是:鋁合金型材流體管款式新穎的圖文視頻
鋁合金型材流體管款式新穎_恒金屬材料銷售
有限公司(張家口分公司),固定電話:18802286588,移動電話:022-86869388,聯系人:李經理,QQ:554918566,北辰區雙街鎮京津路西(北方實業發展有限公司內) 發貨到 河北省張家口市。 河北省,張家口市 張家口市,河北省轄地級市,又稱“張垣”“武城”,Ⅱ型大城市,地處河北省西北部,地勢西北高、東南低,屬于溫帶大陸性季風氣候。截至2022年底,全市總面積36357平方千米,下轄6區10縣,常住人口為407.46萬人。
我們為您呈現了鋁合金型材流體管款式新穎產品的視頻介紹,相較于圖文,視頻更能展現產品的真實面貌和細節。不妨點擊觀看,感受產品的魅力。
以下是:鋁合金型材流體管款式新穎的圖文介紹


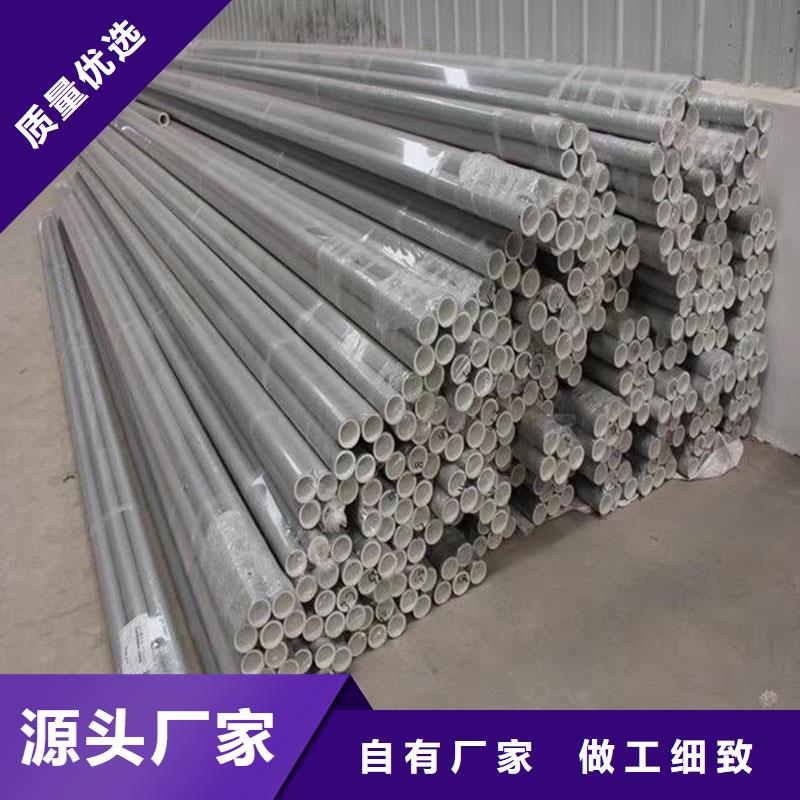
鋁型材散熱器生產工藝:首先貼膜不能直接貼在鉻化層上,否則會影響膜的附著力;其次,貼膜后要及時噴涂不能停放時間過長,否則容易導致貼膜脫落,嚴重時還要重新貼膜;再次是撕膜時要控制流平時間,不能貼膜后馬上撕膜,這樣會對產品質量帶來一定的影響;*后是兩種顏色的噴涂順序要根據具體情況確定,既要考慮到兩次固化,又要考慮到遮蓋效果。貼膜質量控制:散熱器鋁型材質量控制中貼膜質量很重要,若貼不好,會導致噴涂困難,如貼膜的張力不大、壓緊程度要控制好;對形狀復雜的部位要分開貼膜,貼膜后要檢查貼膜是否貼牢。否則將會給噴涂帶來麻煩。影響噴涂質量。公司生產的鋁型材產品均由專業的技術人員嚴格把關,并擁有專業的生產設備,保證質量問題,客戶可放心選購我廠產品。鋁型材散熱器的貼膜材質:首先要對貼膜材質合理選擇,根據散熱器鋁型材產品的要求、表面處理方式,選擇相應的貼膜,同是還要考慮貼膜上的膠對鋁型材表面質量的影響。
縮孔是鋁合金壓鑄件常見的內部缺陷,常出現在產品壁厚較大或者易形成熱點的位置。一般來講,只要縮孔不影響產品的使用性能,都以合格的方式來判定。然而,對于一些重要部位,如汽車發動機汽缸體的冷卻水道孔或潤滑油道孔,出現縮孔是不允許判定合格的。
某企業的一款鋁合金制發動機曲軸箱,采用布勒28000kN冷室壓鑄機鑄造,材質為ADC12合金,成分見表1。鑄件毛坯質量為6.3 kg,后工序進行X射線探傷時發現第二個曲軸軸承孔油道出現縮孔,離油道約8 mm,存在較大的漏油風險。據統計,2017年該位置的縮孔報廢率為5%,經過一系列的探索,成功地將廢品率降低為0.2%。本課題從鋁合金壓鑄件縮孔的形成機理[1-5]和鑄造條件兩方面出發,分析鑄件產生縮孔的原因,尋求改善措施,以期為日后解決鋁合金壓鑄件縮孔問題提供參考。一、鋁合金壓鑄件縮孔形成機理及形態--縮孔形成機理:導致鋁合金壓鑄件縮孔的原因較多,追溯其本源,主要是鋁合金從液相向固相轉變過程中鋁液補縮不足而導致。常見的縮孔原因有:①模溫梯度不合理,導致鋁液局部收縮不一致。②鋁液澆注量偏少,導致料餅薄,增壓階段補壓不足。③模具存在熱結或尖銳區域。④模具的內澆口寬度不夠,面積較小,導致鑄件過早凝固,增壓階段壓力傳遞受阻、鋁液無法補縮。⑤鑄造壓力設置過低,補縮效果較差。圖1為鋁合金鑄件縮孔形成的示意圖。鑄件縮孔形態:縮孔是一種鋁合金壓鑄件乃至鑄件常見的內部缺陷,常出現在產品壁厚較大、模具尖角和模溫溫差較大等區域。圖2為某款發動機曲軸箱縮孔形態,縮孔呈似橢圓狀,距離軸承油道孔約10 mm,內壁粗糙,無光澤。縮孔區域鑄件壁厚較大,約為22 mm;油道孔銷子前端無冷卻水,模溫較高。汽車發動機曲軸的兩大軸頸(主軸頸和連桿軸頸)工作載荷較大,磨損嚴重,工作時必須進行壓力潤滑。在此情況下,軸頸的油道孔附近若存在縮孔,將會嚴重影響潤滑效果。二、縮孔相關對策:鋁合金壓鑄件產生鑄造缺陷的原因有產品本身的結構特征、模具設計得澆注系統及冷卻系統設計不合理、工藝參數設計不合理等原因[1~4]。根據常見的鑄造缺陷原因以及鋁合金鑄件缺陷處理流程,探索解決鋁合金壓鑄件厚大部位縮孔的相應對策。前期分析及對策:鑄件縮孔的前期分析從容易操作的工藝參數出發,通過現場測量及觀察,測得模具內澆口厚度為4 mm,計算的內澆口速度為40 m/s,產品壁厚*薄處為4.6 mm;料餅厚度為25 mm;鑄造壓力為60MPa。由經驗可知,模具設計符合產品的結構特征,模具澆注系統應該不存在增壓階段補縮不足的問題。但是,增壓階段的鋁液補縮與料餅厚度和增壓壓力有直接的關系,合適的料餅厚度與鑄造壓力才能形成內部組 織致密的鑄件,因此,可以懷疑縮孔是由鑄造壓力偏低和料餅偏薄而導致的。前期鑄件縮孔的對策分為兩個:①鑄造壓力由之前的65MPa提高至90MPa;②料餅厚度有原來的25 mm調整為30 mm。采用上述措施后,經過小批量專流驗證,縮孔率由5%減低為4.8%,效果不明顯,說明工藝參數不是引起鑄件縮孔的主因。中期分析及對策:由于引起鑄件縮孔的本質原因是鋁液凝固時補縮不足而導致,而模具溫度分布不均容易導致鋁液凝固順序不合理,從而補縮不足,因此,中期對策分析主要從確保合理的模具溫度入手。由產品3D模型可知,鑄件縮孔處壁厚為22.6mm,壁厚較大,容易引起較高的模具溫度。鋁液凝固時,壁厚較大鑄件內部鋁液由于溫度較高,尚處于液相或者固液混合相,而此時內澆口進行補縮的通道可能已經凝固。這樣,在增壓階段鑄件無法進行鋁液補縮,從而有形成縮孔的可能。為確保合適的模具溫度,采用熱成像儀測得脫模劑噴涂后模具*高溫度為272℃(見圖3),高于正常的模具噴涂后溫度,其他區域模具溫度及其分布整體正常。因此,需要降低縮孔處模溫。另外,測得此處冷卻水孔底部距離模具型腔表面距離較大為20 mm,因為較大的熱傳遞距離會降低模具的冷卻效果,所以需要對冷卻水孔進行更改。為降低縮孔處模具溫度,主要采取3個方法:①改善模具冷卻系統。將縮孔附件的冷卻水孔深度加深,由距模具表面20 mm變成12 mm,以此快速帶走附近模具熱量,降低模溫;將所有模具冷卻水管與水管統一編號,一一對應,防止模具保全時裝錯,影響冷卻效果[5,6]。②降低澆注溫度,由675℃變為645℃。③延長縮孔處模具噴涂時間,由2 s變成3 s。實施上述整改措施后,縮孔區域模具噴涂后溫度大幅度降低,約為200℃,屬于正常范圍。縮孔率有4.8%降低到4%,說明此類措施對縮孔具有一定效果,但不能徹底解決此區域的縮孔問題。后期分析及對策:通過前面兩次改善,基本保證壓鑄模具處于理論上的合理狀態,即澆注系統設計合理、冷卻系統布置合適,工藝參數設計*優。然而,鑄件縮孔率仍有4%之多。鑄件縮孔處壁厚為22.6 mm,遠大于其他部位的壁厚,較大的壁厚可能引起鑄件中心凝固時補縮不足,增壓結束后此區域還沒有完全凝固,繼續收縮產生縮孔[7~10],模流分析見圖4。因此,如何解決鑄件縮孔處的補縮不足,也許才是問題的關鍵。一般來講,鑄件的補縮時通過料餅→澆道→內澆口→鑄件這條路徑進行的。由于鑄件厚大部位后于內澆口凝固,切斷了增壓后期的補縮通道,因此無法補縮。



恒金屬材料銷售
有限公司(張家口分公司)的核心創造力是專業、的 船用管科研團隊。
公司的核心生產力是優異、穩定的 船用管產品質量。從嚴狠抓質檢流程及標準,保證生產的每一個 船用管產品都合格合規達到要求。
公司的核心競爭力是覆蓋全國、輻射全球的銷售網絡。
公司的核心生命力是快速、的技術服務團隊。我們始終以客戶為中心,快速精準解決客戶問題,為客戶提供準確完善的 船用管技術服務。



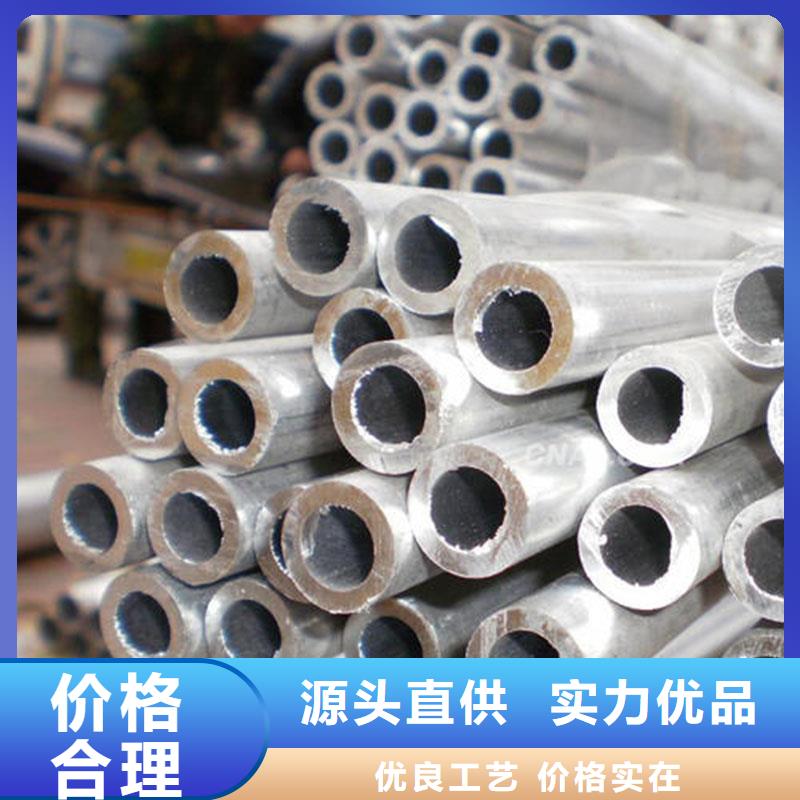
鋁合金型材的壁厚是重要的質量指標,建材標準與門窗標準分別對壁厚進行了規定,特別是門窗標準《鋁合金門窗》GB/T8478規定了受力桿件的壁厚要求。本文主要從標準的規定、受力桿件的受力部位、壁厚的測量等方面進行了說明,介紹了鋁型材壁厚相關內容。鋁合金門窗因其強度高、表面處理顏色多樣化、門窗性能優越等特點越來越受到大家的歡迎,鋁合金門窗型材產品也成為大多鋁材廠的主要產品。門窗鋁型材生產時執行國標,并符合訂單合同的相關要求,而型材壁厚是重要的質量指標, 相關標準也對型材的壁厚作出了規定。本文主要對門窗型材的壁厚談談個人的理解。一、標準對壁厚的規定:國標《鋁合金建筑型材第1部分:基材》GB/T5237.1-2017是鋁型材廠執行的標準。標準規定ABC三類壁厚的公差標準,通過標準可知,型材壁厚執行正負公差,并有精度等級之分。如門窗型材壁厚為1.4mm,外接圓小于100mm,按高精級,則A類壁厚公差是±0.13mm。國標《鋁合金門窗》GB/T8478-2008是門窗加工的標準,其中對于鋁型材的壁厚有明確規定,門不小于2.0mm、窗不小于1.4mm。上海地方標準《民用建筑處窗應用技術規程》DG/TJ08-2242-2017中規定鋁型材壁厚不小于1.8mm。福建地方標準《福建省民用建筑外窗工程技術規范》DBJ 13-255-2016中規定鋁型材壁厚不小于1.6mm。二、受力部位壁厚示意:在標準中雖然定義了門窗主要受力部位,但在實際應用過程中不是特別順暢,有時也存在爭議。對于受力部位,我個人的理解是型材的主要腔體一周、主要翅部、及安裝五金的槽口等部位。其他部位比如膠條槽口、角片槽口等就不是主要受力部位。三、壁厚測量方法:鋁型材壁厚使用千分尺測量,測量精度為0.01mm。不建議使用游標卡尺測量壁厚,因為使用游標卡尺測量時的力度不好掌握,測量結果會因人而異。而千分尺有棘輪設置,能夠保證測量施加力度符合要求,多次測量結果一致。壁厚測量要注意精度問題。標準要求是≥1.4mm,精度為小數點后一位,那么測量壁厚的數值精度同樣保留一位小數是否合適呢?例如,測量壁厚數值為1.35mm,保留小數點1位,按數字修約規則“四舍五入”及“四舍六入五留雙”修約后記錄為1.4mm,從數據上看是符合≥1.4mm的要求的。那測量結果為1.35mm壁厚的型材符合標準要求嗎?個人理解為,標準規定壁厚≥1.4mm,目的是提高型材的質量,實際產品壁厚要厚些,且要達到1.4mm。所以測量結果為1.35mm壁厚的型材不符合標準要求。測量壁厚時,還要注意壁厚為測量面的任意點壁厚,如果測量面上有一處的壁厚不符合要求則產品不符合要求。壁厚指標不是測量的平均值,而是任意點壁厚。見圖8,圖中標記紅色部位壁厚為1.35mm,即使平均壁厚達到1.4mm也不符合壁厚≥1.4mm的標準。總之,門窗標準對鋁合金型材壁厚的規定提高了門窗整體性能,鋁型材生產廠家與門窗加工單位對此應加深理解,生產出符合國標的門窗。鋁型材受力桿件壁厚的問題一直是門窗相關企業關心的問題,大家對于哪個部位是受力部位理解也不盡相同,我們要嚴謹對待標準的要求,從而提高產品質量,為鋁合金門窗行業作出貢獻。



您是想要在河北省張家口市采購高質量的鋁合金型材流體管款式新穎產品嗎?恒金屬材料銷售
有限公司(張家口分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的鋁合金型材流體管款式新穎產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-18802286588,QQ:554918566,地址:《北辰區雙街鎮京津路西(北方實業發展有限公司內)》。