


云海旭金屬材料有限公司
玉溪兩波形梁護欄板供應
材料根據(jù)施工圖紙和設計要求,采購工程所需各種原材料。欄桿確定材料符合圖紙設計要求無誤后,才得進入加工車間加工制作,確保不合格材料不進現(xiàn)場使用。制作工藝各項欄桿按照圖紙設計要求并根據(jù)圖紙所示圖樣和現(xiàn)場實際規(guī)格尺寸制作。
材料進入現(xiàn)場制作安裝之前做防銹處理,制作過程中,定位尺寸要準確,該磨口的地方磨口。保證角度拼裝準確精細。進行拼裝時,焊接部位要焊平,對接部位要嚴密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達標。
護墻欄桿加工為半成品用鋼絲輪除銹,表面進行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項目負責人人,負責人人,焊工人,安裝工人,油漆工人。主要機具安排:預埋件及鐵藝護欄安裝水平安裝工藝鐵藝護欄均按照所提供的標準線為欄桿安裝水平標準。
安裝工藝產(chǎn)品到達施工現(xiàn)場后按圖紙上所規(guī)定的位置及尺寸準確安裝就位,確定好標高及垂直平整度。應按照甲方要求與圖紙設計要求進行定位,確保達到設計要求與驗收規(guī)范。預埋件安裝根據(jù)圖紙設計要求和施工現(xiàn)場的實際情況準確無誤的定位,避免造成不在一條平行線上。
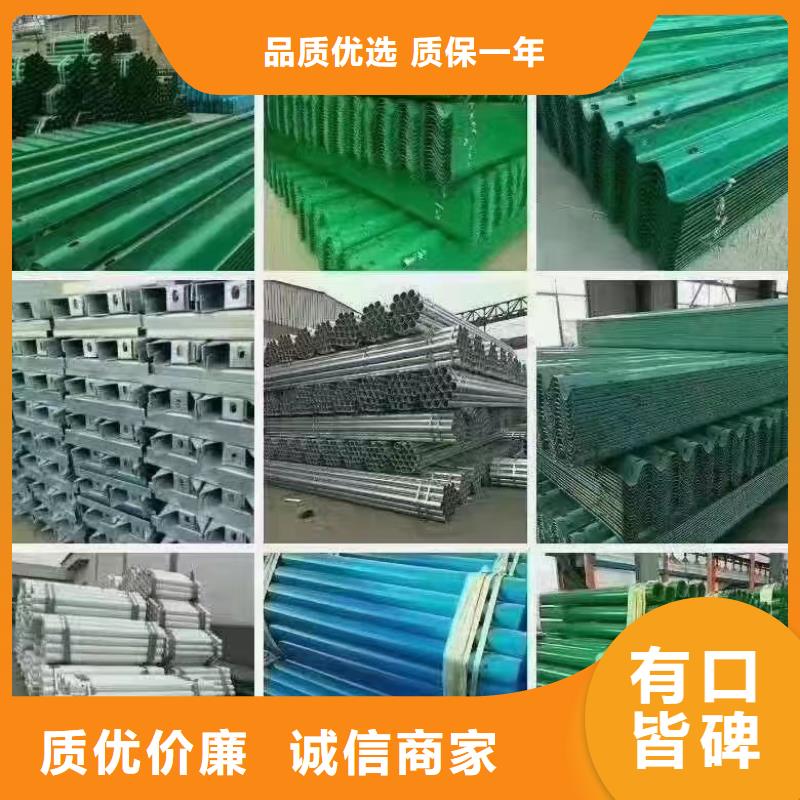
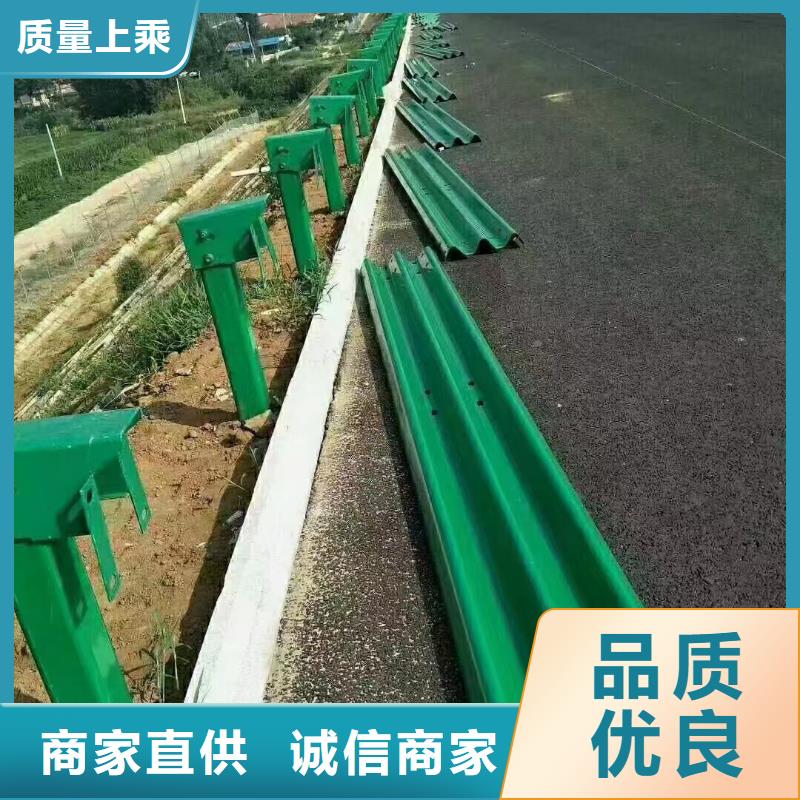
三波形梁護欄板的規(guī)格長4320毫米,波寬505毫米,波高85mm板厚:4mm;理論重量:102kg配合130*130的方管立柱。立柱:規(guī)格Φ11Φ140mm長度根據(jù)要求一般為85米、95米、2米、15米壁厚5MM;理論重量:Φ114的115kg/m、Φ140mm的104kg/m.標準段每公里用250塊護欄板。
特點:防腐、防老化、抗曬、耐候等特點。表面防腐形式有電鍍、熱鍍、噴塑、浸塑,鍍鋅后浸塑。使用效果:⑴結構合理,功能優(yōu)。與景觀相協(xié)調,形式美。防腐處理:經(jīng)除銹、打磨、鈍化、硫化等工藝后,采用鍍塑處理,色彩為果綠色,鍍層厚度為0.6~6mm,鍍粉采用抗老化性能較佳的進口耐候性粉料,鍍層必須顏色一致,表面光滑,不允許有流掛、滴瘤或多余結塊。
鍍件表面應無漏鍍、露鐵等缺陷。根據(jù)其樣式可分等等。是重要的交通基礎設施,高速公路是從80年代發(fā)展起來的,它對國民經(jīng)濟和社會的發(fā)展起著重要的影響作用。是高速公路重要和保障設施。
材質:選用低碳鋼絲、鋁鎂合金絲,噴塑。編織及特點:編焊而成;網(wǎng)格結構簡練、便于運輸、安裝不受地形起伏限制,是對于山地、坡地、多彎地帶適應性極強。該產(chǎn)品堅固耐用、價格中等偏低,適合大面積采用。用途及使用范圍:主要用于公園/動物園圍欄、校園/場區(qū)圍界、道路交通隔離、臨時隔離帶。

 內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護區(qū), 防止焊絲氧化。
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護區(qū), 防止焊絲氧化。




