




土工公司所生產(chǎn)塑料盲溝生產(chǎn)工藝嚴格,制造精細。采用該淬火工藝往往需要對塑料盲溝管的彎制母管實行專門的設計,例如針對彎制設備和彎制工藝參數(shù)的不同,適當調(diào)節(jié)母管的化學成分。一、預試驗階段,步驟如下:1、將試壓塑料盲溝管的壓力降至大氣壓,并持續(xù)60分鐘。這一時段內(nèi)要沒有空氣進入該產(chǎn)品。2、停止注水補壓并穩(wěn)定60分鐘。若60分鐘后壓力下降至試驗壓力的70%以下,則停止試壓,并查明原因采取相應措施后再組織試壓。二、主試驗階段,步驟如下:1、在預試驗階段結束后,迅速將塑料盲溝管泄水降壓,降壓量為試驗壓力的10-15%。每隔3分鐘記錄一次塑料盲溝管剩余壓力,共30分鐘。若這30分鐘內(nèi)試壓產(chǎn)品剩余壓力有上升趨勢,則水壓試驗結果合格。3、如上30分鐘內(nèi)試壓塑料盲溝管剩余水壓無上升趨勢,則再持續(xù)觀察60分鐘。如在整個90分鐘內(nèi)壓力下降不超過0.02Mpa則水壓試驗結果合格。
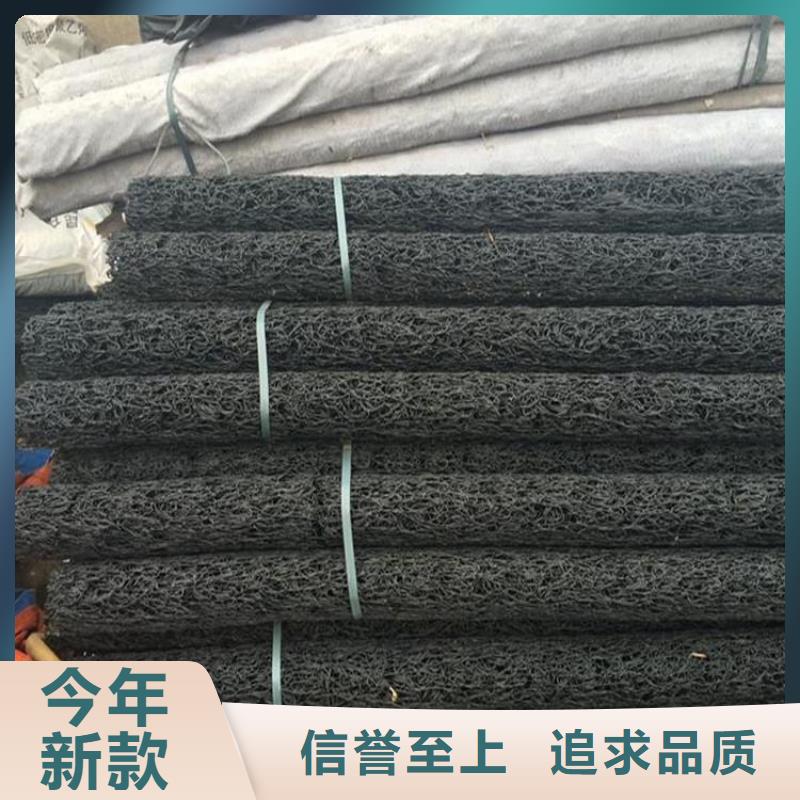
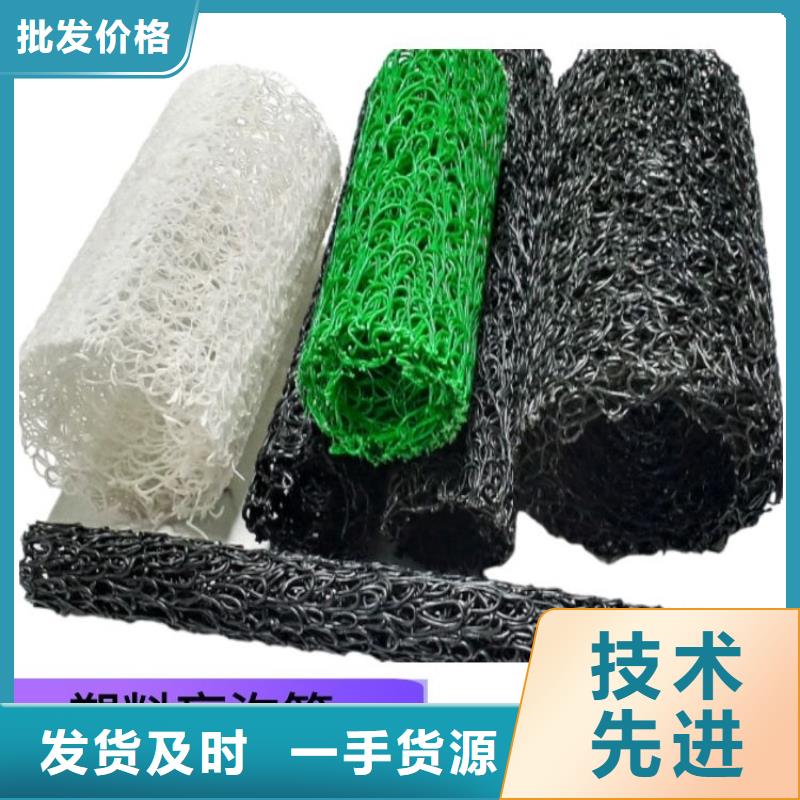
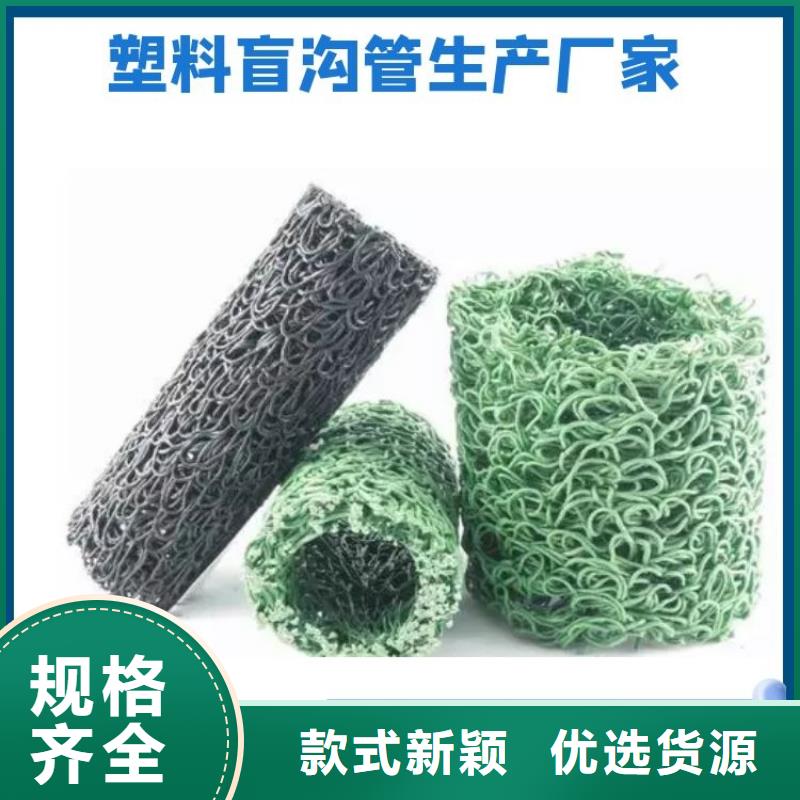
塑料盲溝MY50 80 100 150 200 250 300 400,好的工藝有好的產(chǎn)品,公司所生產(chǎn)聚丙烯塑料盲溝 RCP滲排水盲管每一種盲溝管工藝都有一定的適用領域,在詳細的塑料盲溝管彎制中,需求按照熱彎管的功能請求、管徑與壁厚大小、熱彎設備及控制技巧等詳細狀況選取不同的熱彎工藝,并制定適宜的熱彎工藝參數(shù),才干確保彎制出合格的彎制塑料盲溝管。這才是合格的塑料盲溝管應該有的專業(yè)技能。塑料盲溝管具有一定的剛度,對保持排水腔有利,材質(zhì)比重較小,成本相對降低,具有耐寒耐腐蝕、使用壽命長等優(yōu)質(zhì)特性。彎制加工時要對它進行淬火工藝,它的高質(zhì)量使用。采用淬火即低溫加熱與疾速水冷+回火工藝,其全體質(zhì)量比較穩(wěn)固,由于該工藝對塑料盲溝管的彎制實行了全體回火處置,有利于增加韌性。
公司塑料盲溝生產(chǎn)工藝介紹:塑料盲溝管在生產(chǎn)過程中如果控制不好溫度,容易出現(xiàn)擠出不均勻現(xiàn)象,影響制品品質(zhì)。在生產(chǎn)過程中,由于塑料盲溝管是熱敏性材料,即使加入熱穩(wěn)定劑也只能是提高分解溫度,延長穩(wěn)定時間而不可能不出現(xiàn)分解,這就要求成型加工溫度應嚴格控制。由于塑料盲溝管熔體黏度大,流動性差,為防止因摩擦熱過大而升溫,引起黏料分解或使管材內(nèi)壁毛糙,必須降低螺桿溫度,這樣可使物料塑化好,管內(nèi)表面光亮,提高管材內(nèi)外質(zhì)量。塑料盲溝管成型溫度一般控制在80~100℃之間,若溫度過低反壓力增加,產(chǎn)量下降,甚至會發(fā)生物料擠不出來而損壞生產(chǎn)此產(chǎn)品的機械。因此,塑料盲溝管冷卻應控制出水溫度不低于70~80℃。每個地方所用的塑料盲溝管長度是不一樣的,所以就要進行切割操作。有的用機器進行切割,有的則用手工切割,采用手工切割時應注意的地方有哪些呢。手工鋸割所用的工具為鋸弓架和鋸條,一般適用于切斷DN200mm以下的塑料盲溝管。
塑料盲溝一般情況下表面開孔率應≥85%空隙率塑料盲溝的空隙率是指塑料盲溝材空隙體積與總體積的比率,以%表示,空隙率因纖維絲的排列密度不同而異,塑料盲材的空隙率一般達82%-90%。主要有兩個主要原因:一是國內(nèi)沒有形成塑料盲溝專業(yè)市場;二是塑料盲溝存在良多個環(huán)節(jié),廠家-中間商-(經(jīng)銷商)-工地。所以中間存在良多利潤環(huán)節(jié)。塑料盲溝不象工地上常用的一些材料價格比較透明,好比:沙石水泥混凝土,管材等,都是些市場上比較常見的材料,價格比較明晰。而象塑料盲溝這種塑料盲溝材料,國內(nèi)出產(chǎn)的廠家,而且相對比較集中在山東地區(qū)。選擇塑料盲溝,價格優(yōu)惠,提供技術支持和服務!
