



絎磨管不銹鋼研磨管主推產(chǎn)品產(chǎn)品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產(chǎn)品自己為您講述它的故事。
以下是:絎磨管不銹鋼研磨管主推產(chǎn)品的圖文介紹
九冶管業(yè)有限公司(云浮分公司)在取得良好經(jīng)濟效益回報社會、股東的同時,發(fā)揚企業(yè)表率作用,承擔更多的社會責任,為 油缸管行業(yè)做出更大貢獻。
品")
品")
品")
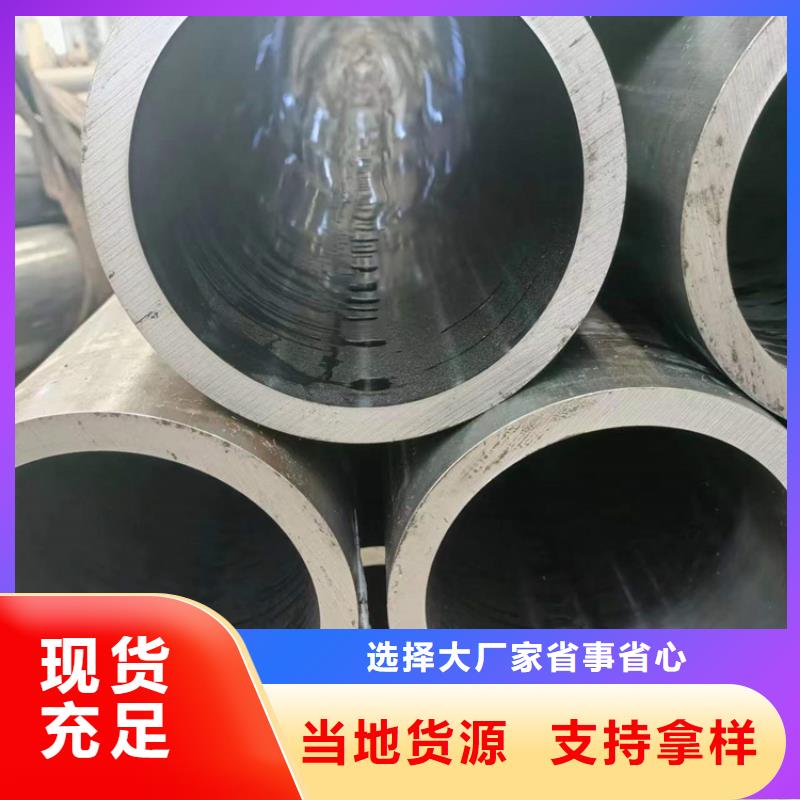
無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象, 滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。 絎磨管幾大優(yōu)點:1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08µm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形,硬度提高HV≥4° 4、加工后有殘余應力層,提高疲勞強度提高30%。 5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
品")
品")
品")
因為精密鋼管內外壁無空氣氧化層、承擔髙壓無滲漏、高精密、高光滑度、冷拔不形變、擴口、擠扁無縫隙等優(yōu)勢,因此關鍵用于制造氣動式或液壓件的商品,如汽缸或液壓缸,全是用無縫鋼管。精密鋼管的成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。絎磨管采用加工工藝油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
品")
品")
品")
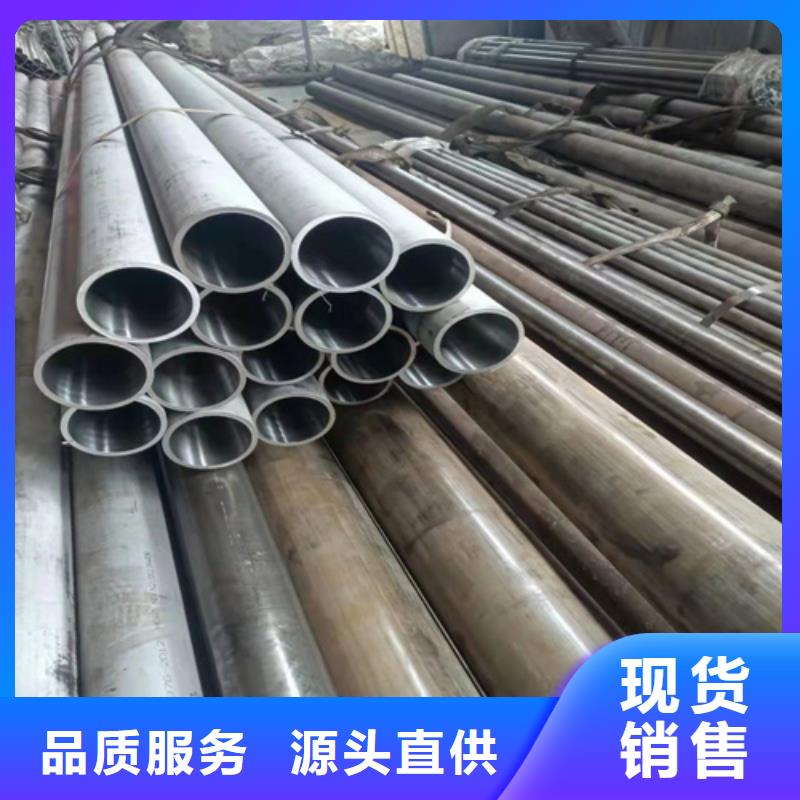
絎磨管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 公司擁有絎磨管機組4條,可加工生產(chǎn)30--600的絎磨管(航模管 油缸管)。本公司生產(chǎn)的絎磨管(航模管 油缸管)粗糙度基本能達到Ra≤0.08μm左右,修正圓度,橢圓度可≤0.01mm,提高表面硬度,使受力變形,硬度提高HV≥4°,加工后有殘余應力層,提高疲勞強度提高30%,提高配合質量,減少磨損,延長零件使用壽命。油缸鋼管 珩磨管 航模管 油缸管 壓,氣動缸筒尺寸和精度
品")
品")
品")
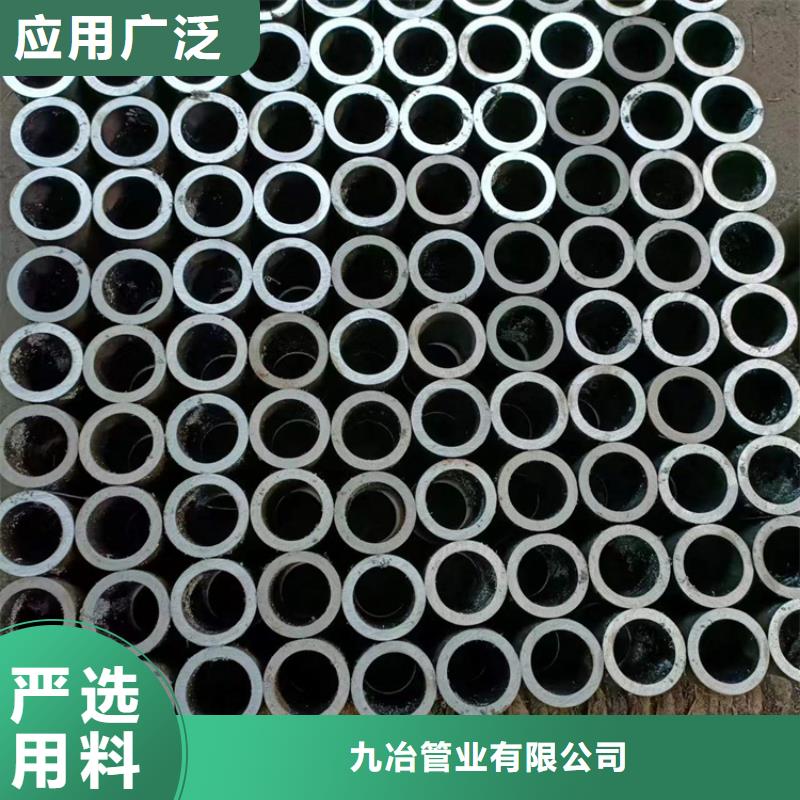
現(xiàn)在市面上生產(chǎn)的冷拔20#絎磨管,大多數(shù)都是采用熱處理工藝制造而成的,前奏需要進行真空退火,退火的溫度越低,則對于真空度的要求越高,在此過程中,需要經(jīng)過很為復雜的過程,相對而言,冷拔20#絎磨管對于技術方面的要求要高出許多,所以,這種管道材料在質量的方面才會具有如此顯著的優(yōu)勢。高精密絎磨管的高強度具體表現(xiàn)如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現(xiàn)很大的誤差。甚至在一條鋼管上的不同部分,內徑或者是壁厚,都會出現(xiàn)很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是高精密絎磨管不同,這種鋼管對于管道,任何部分的標準,都有非常嚴格的要求。雖然高精密絎磨管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標準。但是高精密絎磨管,卻是可以將誤差,控制在一個,非常小的范圍以內。在一般情況下,這個誤差都不會,超過兩個標準的單位,這對于大多數(shù)行業(yè)來說,就已經(jīng)足夠了
點擊查看九冶管業(yè)有限公司(云浮分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
