



想要更直觀地感受精密光亮管-45#精密鋼管專業生產制造廠產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:精密光亮管-45#精密鋼管專業生產制造廠的圖文介紹


真空淬火
真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山\畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達 已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山\畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達 已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。



大家都知道鋼管要是放著露天久了,或者有什么摩擦,不銹鋼表面的氧化層就會損傷,然后在潮濕的空氣環境下就會被氧化生銹。所以鋼管要盡量放在密封的地方。
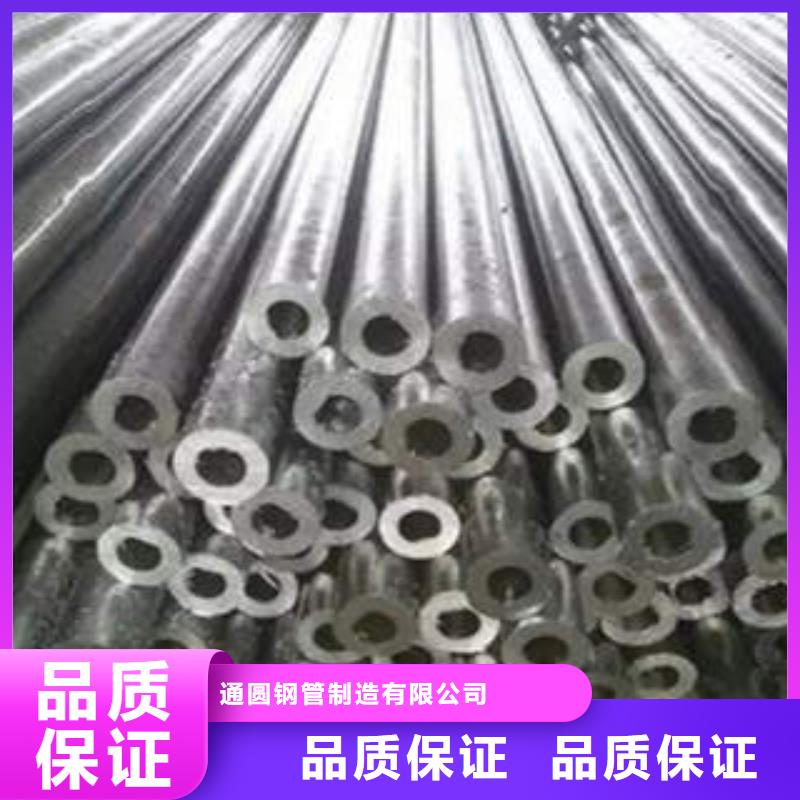
但是精密鋼管就具備得天獨厚的優勢,因為它的表面不易被氧化,這主要和組成精密鋼管的原材料是分不開的。精密不銹鋼管是靠其表面形成的一層極薄而堅固細密的穩定的富鉻氧化膜(防護膜),防止氧原子的繼續滲入、繼續氧化,而獲得抗銹蝕的能力。
精密鋼管優于普通管道材料的地方,便在于這種類型的管道材料擁有更高的精密度,同時,精密鋼管在質量和外觀方面,也同樣具有顯著優勢,因此這種類型的管道材料即使是在一些比較特殊的領域中,同樣也有廣泛的使用,內壁無氧化層是這種管道材料的一個 特點,不但能承受高壓,不擔心泄漏的問題,同時這類型管道材料的精密度和光潔度也是非常不錯的,即使是在冷彎的狀態下,也不會擔心變形,所以,這類型的管道材料才會被市場所認可。
但是精密鋼管就具備得天獨厚的優勢,因為它的表面不易被氧化,這主要和組成精密鋼管的原材料是分不開的。精密不銹鋼管是靠其表面形成的一層極薄而堅固細密的穩定的富鉻氧化膜(防護膜),防止氧原子的繼續滲入、繼續氧化,而獲得抗銹蝕的能力。
精密鋼管優于普通管道材料的地方,便在于這種類型的管道材料擁有更高的精密度,同時,精密鋼管在質量和外觀方面,也同樣具有顯著優勢,因此這種類型的管道材料即使是在一些比較特殊的領域中,同樣也有廣泛的使用,內壁無氧化層是這種管道材料的一個 特點,不但能承受高壓,不擔心泄漏的問題,同時這類型管道材料的精密度和光潔度也是非常不錯的,即使是在冷彎的狀態下,也不會擔心變形,所以,這類型的管道材料才會被市場所認可。

精密鋼管工藝流程
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗鈍化磷化皂化——修磨——潤滑風干——冷軋——去油——切頭——檢驗——標識——成品包裝
精密鋼管特點:
1.外徑更小。
2.精度高可做小批量生產。
3.冷軋成品精度高,表面質量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優越,金屬比較密。
精密鋼管計算公式::[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火優質彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發及加速熱傳導,一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應采用氬氣。
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗鈍化磷化皂化——修磨——潤滑風干——冷軋——去油——切頭——檢驗——標識——成品包裝
精密鋼管特點:
1.外徑更小。
2.精度高可做小批量生產。
3.冷軋成品精度高,表面質量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優越,金屬比較密。
精密鋼管計算公式::[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火優質彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發及加速熱傳導,一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應采用氬氣。


將工件放入磨料懸浮液中并一起置于超聲波場中,依靠超聲波的振蕩作用,使磨料在工件表面磨削拋光。超聲波加工宏觀力小,不會引起工件變形,但工裝制作和安裝較困難。超聲波加工可以與化學或電化學方法結合。在溶液腐蝕、電解的基礎上,再施加超聲波振動攪拌溶液,使工件表面溶解產物脫離,表面附近的腐蝕或電解質均勻;超聲波在液體中的空化作用還能夠抑制腐蝕過程,利于表面光亮化。流體拋光是依靠高速流動的液體及其攜帶的磨粒沖刷工件表面達到拋光的目的。常用方法有:磨料噴射加工、液體噴射加工、流體動力研磨等。流體動力研磨是由液壓驅動,使攜帶磨粒的液體介質高速往復流過工件表面。介質主要采用在較低壓力下流過性好的特殊化合物(聚合物狀物質)并摻上磨料制成,磨料可采用碳化硅粉末。磁研磨拋光是利用磁性磨料在磁場作用下形成磨料刷,對工件磨削加工。這種方法加工效率高,質量好,加工條件容易控制,工作條件好。采用合適的磨料,表面粗糙度可以達到 Ra0.1 μ m 。在塑料模具加工中所說的拋光與其他行業中所要求的表面拋光有很大的不同,嚴格來說,模具的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光一般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于電解拋光、流體拋光等方法很難控制零件的幾何度,而化學拋光、超聲波拋光、磁研磨拋光等方法的表面質量又達不到要求,所以精密模具的鏡面加工還是以機械拋光為主。



通圓鋼管制造(運城市分公司)坐落于開發區匯通物流園向東一公里,歡迎惠顧! (1)專業銷售批發,品質價格合理,減少中間環節讓利一線客戶! (2)客戶可以隨意挑選自己所需 (3)所售產品,公司負責質量跟蹤,為您排除后顧之憂!本公司產品有: 35crmo精密鋼管等。我公司憑著合理的價格銷售給每個客戶,讓您用得省錢又放心。我公司實力雄厚,保證產品質量,以多品種經營特色和薄利多銷的原則,贏得了廣大客戶的信任。



冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10#、20#、35#、45#等優質碳結鋼16Mn、15crMnV等低合金結構鋼或20cr、40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10#、20#等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。
一般用無縫鋼管是用10#、20#、35#、45#等優質碳結鋼16Mn、15crMnV等低合金結構鋼或20cr、40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10#、20#等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。


