
 運城銷售B型機械鑄鐵排水管_誠信企業
<運城>鵬瑞管業有限公司
運城銷售B型機械鑄鐵排水管_誠信企業
<運城>鵬瑞管業有限公司
球墨鑄鐵管與鋼管的連接有兩種方法: (1)DN300以下的采用機械接口配件進行連接; (2)采用鋼制雙套進行連接、接口形式為油麻膨脹水泥接口(一般在DN300以上使用,DN300以下較少用)。在施工過程中我們發現:如采用機械接口形式,在壓力較高的區域經常會出現配件被水沖跑而漏水;如采用油麻膨脹水泥接口,一方面勞動強度比較大,同時水泥接口為剛性接口,在溝槽基礎較差、回填質量稍差及外加荷載較大的的情況下經常會出現接口損壞的情況,而且采用水泥接口也相應延長了工期。針對這種情況,我們經過研究和試驗總結出了一種較為實用的方法——鋼制標準管轉換法。這樣不僅減少了勞動強度、加快了施工進度,同時也提高了試壓成功一次的可能性和供水的可靠性。 曲線鋪管 在管道安裝中經常有曲線鋪管但弧度不大的情況,此時應先進行直線拉管等管子安裝到位后再進行彎轉,在安裝過程中須在弧的外側用小木將已鋪好的管子撐穩,以免位移。上一篇: 球墨鑄鐵管的防腐處理辦法

球墨鑄鐵管裂紋搶修要得當 我們曾遇到過一支球墨鑄鐵管部分就出現了25cm用了補償器還要在管身的裂紋兩頭力孔.假如在管子使用中不小心受損這時就采用大小頭套筒或者更換一支新的管材.那么一修復過程是否是我們想象中容易? 1.首先想要的就是排水問題排水時關閉直管始端到終端所有的閥門都關閉快速將裂紋部存水盡快排出. 2.挖掘出來有裂紋的管子后采用搶修卡但它做不到堵住裂紋革命家是防止裂紋繼續延伸. 3.確定一下裂紋具體位置確切到切割工作必要把受損部分全部切割掉切掉的長度在100-300毫米之間用記號筆做出來切割記號. 4.準備要裝的新球墨鑄鐵管長度比原管短10-20毫米切割時必要確保切管后兩頭平整. 5.換管后土層修補切割完畢新管與舊管之間用相同原料的鍍鋅瀝青進行涂覆如發現內襯也受損那么一同進行修補 6.安裝球墨鑄鐵承套確保平衡.進行壓壯緊固密封處理.


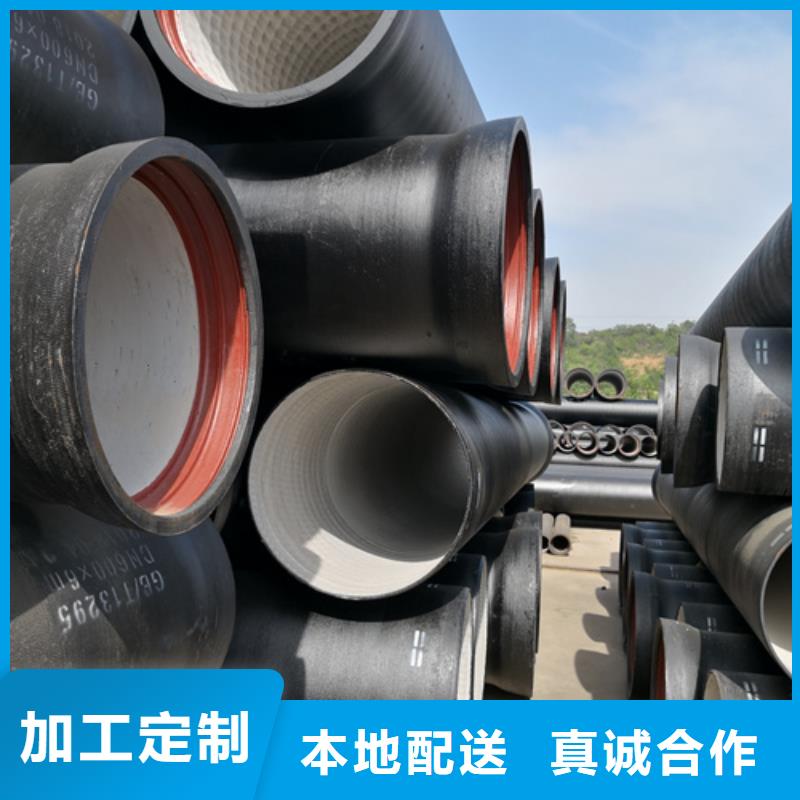
柔性球墨鑄鐵管廠家生產的球鐵管的接口采用流行的T型滑入式柔性接口,這種接口造價低,安裝方便,密封性好,管線的工作壓力可達到2MPa。由于是柔性連接,因此接口可以允許折角,從而允許整條管線彎曲,亦可使管線承受不均勻的沉降,使管線的運行性大幅度提高。離心柔性鑄鐵管 口徑: DN80-1200 符合ISO2531 GB/T13295標準 材質柔性鑄鐵管 內襯水泥 外面高溫噴鋅噴涂瀝青 噴鋅層不小于130克/M2已銷往國內各省以及歐洲、中東、東南亞等和地區。公司成立以來,一貫奉行"質量"的宗旨,模具車間、機加工車間、水壓車間、化驗室、清砂車間等加工檢測設備完善,并于2002年通過ISO9001:2000質量管理體系認證。
<運城>鵬瑞管業有限公司球墨鑄鐵管與其它管材相比,具有較高的抗內力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運行系數大等優點。近年來,在鑄鐵材料市場上發展勢頭迅猛。 這種材質生產中較易出現裂紋、重皮、夾渣三種質量問題。裂紋產生與離心澆注過程產生,澆注制度不合理產生;重皮與澆注溫度、澆注轉速有關;夾渣與金屬化學元素含量、扒渣處理有關。 和控制措施是: 1、改進離心設備,有效裂紋 減少鐵液在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內表面用量為20-30g/m2。控制好水冷金屬型離心機冶煉工藝參數。 離心機要防止流槽振動造成鐵液濺出現象,承口砂芯要安放合適,避免產生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應控制在0.8-1.2%為宜。離心機機殼內采用均勻布置圓弧形噴淋冷卻管,且分段設置,并避免各段的冷卻水相互影響。 2、優化工藝參數,減少管身重皮 合理控制澆注溫度和機身冷卻水進出口溫度,縮短兩次澆鑄之間的間隔時間。控制機身冷卻水進口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應防止過高的澆鑄轉速,調整適宜的翻包速度和主機走速;確保管模的打點的深度為0.25-0.3mm、直徑為4-5mm、點與點邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產生,應控制W(S)<0.02%;適當提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應措施,球墨鑄鐵管的質量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。
如何進行球墨管安裝時水壓試驗(1)球墨管安裝時進行水壓實驗應統一指揮,明確分工,對后背、支墩、接口、排氣閥等都應規定山東鵬瑞管業球墨鑄鐵管廠家專人負責檢查,并明確規定發現問題時的聯絡信號。(2)球墨管道接口完成后,用短管甲、短管乙及盲板將試壓管段兩端及三通處封閉,試壓球墨管段除接口外填土至管頂以上50cm并夯實。做好后背及閘門、三通等管件加固。由低點進水,高點排氣,注滿水后浸泡24小時后,在試驗壓力下10min降壓不大于0.05Mpa時,為合格。