



精密無縫鋼管拋光光澤紛歧的原因
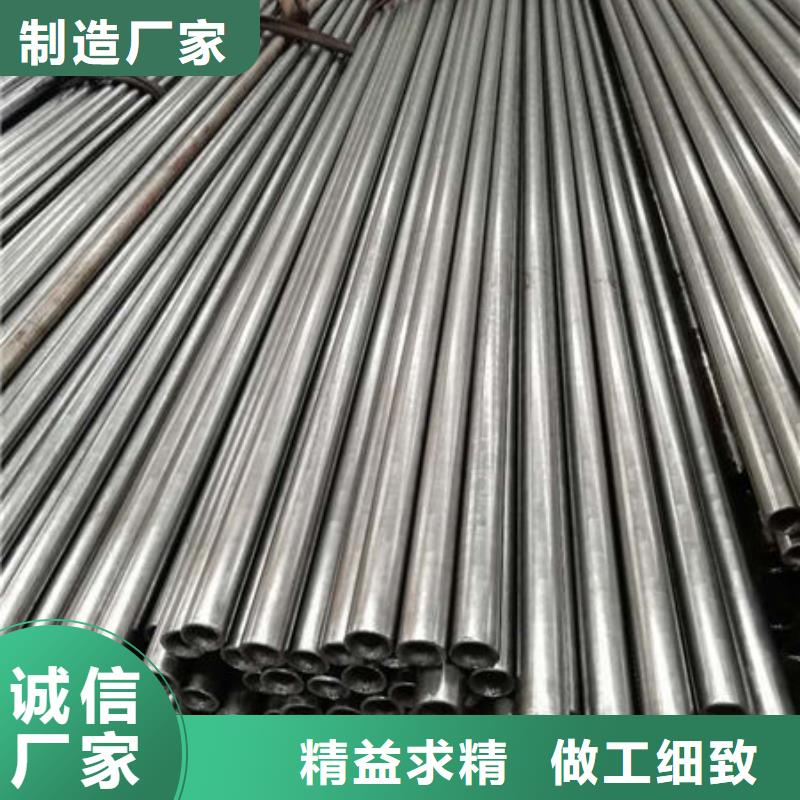
在批量拋光一批精密無縫鋼管的時分原則上來說每一個工件終的質量應該是一樣的,但有的時分統一槽里邊拋光出來的不銹鋼工件的質量是紛歧樣的,有的比較亮,有的光澤昏暗,還有的是部分沒有光澤。為什么會這樣呢?
首要我們要考慮自己一次性拋光的精密無縫鋼管工件的數量是多少。盡管不銹鋼電解拋光設備能夠批量拋光,可是同槽拋光的不銹鋼工件數量過多是會影響拋光作用的,導致工件在拋光的時分不能充分拋光,電流的散布不能夠均勻。
一旦拋光時的電流散布不均勻就會導致精密無縫鋼管外表部分無光澤。因此在拋光的時分要根據拋光槽的大小來挑選合適數量的工件。
其次還要考慮在拋光的時分不銹鋼工件是不是堆疊在一起了,導致有些部位沒有被拋光。因此我們在批量拋光的時分除了要控制住拋光工件的數量外,還要合理擺放不銹鋼工件,做到工件不堆疊。
除了上面兩個原因外,精密無縫鋼管的外表上有水珠、油脂等污跡時也會影響拋光作用。運用不銹鋼電解拋光設備的操作人員要熟知運用方法和操作技巧,這樣才干確保拋光出的工件質量合格。



精拉管業(運城市分公司)主要產品有 16Mn精密管。我公司將客戶的利益放在前,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提效率,降低成本,增強竟爭力,我們的銷售和設計人員會仔細聆聽您的要求和需要,完全根據您的要求和需要進行設計和制造,幫助您獲得您理想的產品。 我公司擁有完善的售后服務網絡,能對您的售后提供全力支持,幫助您得到您滿意的設備,確保您在設備使用過程中及時地解決遇到的問題,并得到我們周到的服務。我們誠摯歡迎四海賓朋的光臨!我們將為您提供優良的產品、合理的價格、周到的服務。


生產制造方法
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
用途
無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。
根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。
專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。

