









酸洗鈍化無縫鋼管和發(fā)揮各自獨(dú)有優(yōu)勢,推動高端產(chǎn)能利用率不斷釋放,使企業(yè)競爭力進(jìn)一步增強(qiáng)。作為引領(lǐng)者,寶鋼深知僅有規(guī)模體量不足以持續(xù)引領(lǐng)行業(yè),只有具備高質(zhì)量可持續(xù)發(fā)展的核心能力,持續(xù)不斷構(gòu)建夯實(shí)企業(yè)綜合實(shí)力“護(hù)城河”,才能形成“頭雁效應(yīng)”。酸洗鈍化無縫鋼管此外持續(xù)推進(jìn)成本變革。“我們堅持一切成本皆可降的理念,實(shí)施全流程多方位協(xié)同降本。”鄒繼新表示,通過一系列降本增效措施和全體系的協(xié)同發(fā)力,兩年來實(shí)現(xiàn)比2019年成本改善超80億元。
酸洗鈍化無縫鋼管化處置的慣例工藝進(jìn)程為確保酸洗鈍化質(zhì)量,酸洗鈍化無縫鋼管起首需思索采用酸洗鈍化液浸泡的方法,在不方便于采用液體浸泡的狀況下,才思索用涂刷酸洗鈍化膏的方法,但不宜運(yùn)用涂刷酸洗鈍化液的方法。當(dāng)采用酸洗鈍化液浸泡的方法時,需按期對浸泡液進(jìn)行測試和化驗(yàn)鋼管酸洗鈍化的慣例工藝進(jìn)程如下:→酸洗→沖洗→鈍化(池洗)→預(yù)處置→→酸洗鈍化(二合一)液(池洗)→沖刷→后處置→酸洗鈍化(二合一)膏(池洗)→5.1預(yù)處置5.1.1去除焊縫及母材外表的飛濺、焊藥、塵土等。5.1.2去除油污,需要時可采用堿洗或洗濯液清洗,洗后需用清水將外表沖刷于凈。5.2酸洗(池洗)及沖刷酸洗時應(yīng)嚴(yán)厲節(jié)制酸洗溫度和工夫,溫度低則工夫長,溫度高則工夫短。避免達(dá)不到酸洗結(jié)果或過份酸洗而惹起基體侵蝕的景象,需要時還可在酸洗液中添加侵蝕劑。對被酸洗產(chǎn)物上的碳鋼件能拆開的需拆開失落,如不克不及拆開的需采用涂防護(hù)油漆或封橡膠泥的辦法。酸洗后必然要用清水徹底沖刷,使之外表不留存殘液,以利爾后的鈍化處置。廠家品質(zhì)我廠保證低價格,優(yōu)的產(chǎn)品質(zhì)量。
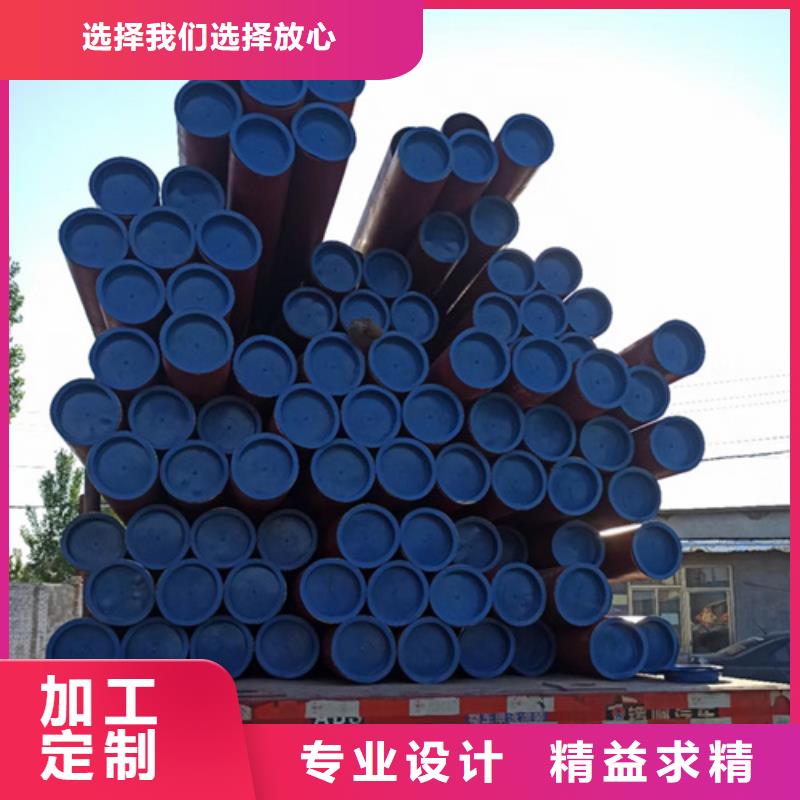
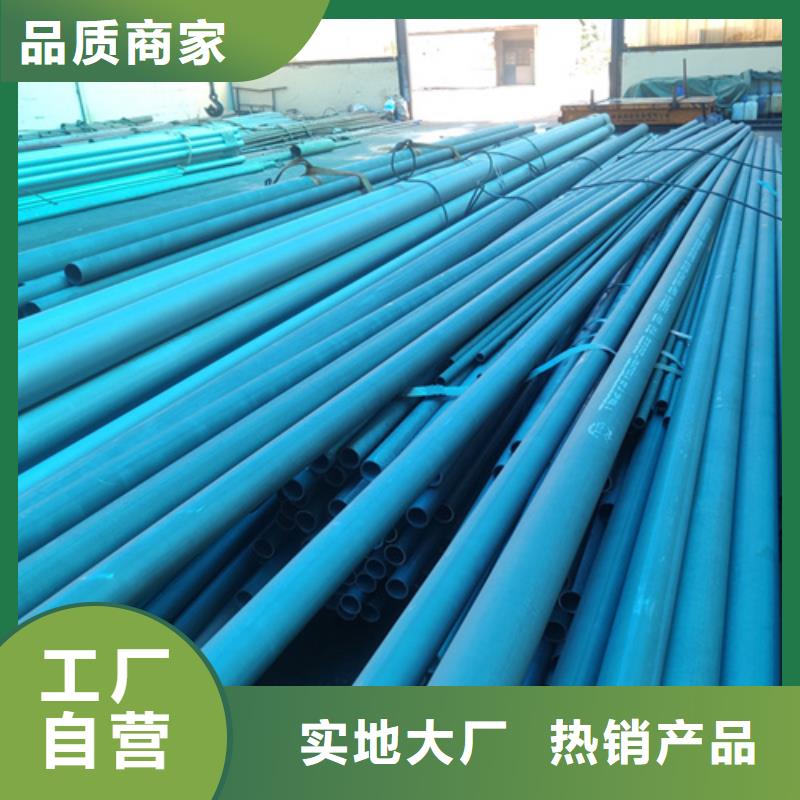
酸洗鈍化磷化無縫管 槽式酸洗工藝流程及配方脫脂。脫脂液配方為:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余為水。操作工藝要求為:液體溫度70~80℃,浸泡4h。水沖。壓力為0.8MPa的潔凈水沖干凈。酸洗。酸洗液配方為:HCl為13%~14%;緩蝕劑為1%;其余為水。操作工藝要求為:常溫浸泡1.5~2h。水沖。用壓力為0.8MPa的潔凈水沖干凈。酸洗鈍化無縫鋼管二次酸洗。酸洗液配方同上。操作工藝要求為:常溫浸泡5min。中和。中和液配方為:NH4OH稀釋至pH值為10~11的溶液。操作工藝要求為:常溫浸泡2min。鈍化。鈍化液配方為:鈍化劑為8%~10%;NH4OH為2%;其余為水。操作工藝要求為:常溫浸泡5min。水沖。用壓力為0.8MPa的凈化水沖凈為止。酸洗鈍化無縫鋼管快速干燥。用蒸汽、過熱蒸汽或熱風(fēng)吹干封管口。用塑料管堵或多層塑料布捆扎牢固。如按以上方法處理的管子,管內(nèi)清潔、管壁光亮,可保持2個月左右不銹蝕;若保存好,還可以延長時間
酸洗鈍化無縫鋼管鈍化與防銹油主要的區(qū)別是生成產(chǎn)物不一樣;防銹油是利用油膜封閉金屬表面的氣孔達(dá)到隔離與氧氣接觸而有效防止生銹的作用,是一種名副其實(shí)的物理反應(yīng)。油膜比較容易隨著生產(chǎn)的進(jìn)行而被,破壞的失效;而鈍化是利用鈍化液中的氧化性物質(zhì)與金屬產(chǎn)生氧化還原反應(yīng),酸洗鈍化無縫鋼管促使在金屬表面生成一層金屬的氧化化合物,達(dá)到有效保護(hù)金屬的目的。這一過程屬于化學(xué)反應(yīng)。產(chǎn)生的鈍化膜致密,完整不易被破壞。
