您的位置>首頁 >永州當?shù)鼐C合News >
球墨鑄鐵QT600-3方棒那可以買到
更新時間: 2025-07-12 07:03:29 ip歸屬地:永州,天氣:中雨轉小雨,溫度:24-30 瀏覽次數(shù):6
以下是:湖南省永州市球墨鑄鐵QT600-3方棒那可以買到的產(chǎn)品參數(shù)
以下是:湖南省永州市球墨鑄鐵QT600-3方棒那可以買到的圖文視頻
導讀 【億錦】以匠心打造多元場景產(chǎn)品,涵蓋
道縣耐候鋼板廠、
藍山up復合耐磨板、
懷化鍋爐容器板、
衡陽20mn23alv鋼板廠家、
長沙鍋爐容器板生產(chǎn)廠家、
郴州彈簧鋼帶等。
球墨鑄鐵QT600-3方棒那可以買到,
億錦天澤鋼鐵(永州市分公司)yjtz2576-32為您提供
球墨鑄鐵QT600-3方棒那可以買到的資訊,聯(lián)系人:
邢濤,電話:
【0635-5083939】、【18954456733】,供應服務范圍覆蓋
湖南省、
長沙市、
衡陽市、
邵陽市、
湘潭市、
株洲市、
張家界市、
岳陽市、
常德市、
益陽市、
懷化市、
婁底市、
湘西市、
永州市、
郴州市 零陵區(qū)、
冷水灘區(qū)、
祁陽市、
東安縣、
雙牌縣、
道縣、
江永縣、
寧遠縣、
藍山縣、
新田縣。 湖南省,永州市 西漢元朔五年(前124年),始置泉陵侯國以來,永州已有2100多年的建制史,是國務院批復確定的歷史文化名城,首批“全國禁毒示范城市”名單城市、森林城市,境內通過湘江北上可抵長江,南下經(jīng)靈渠可通珠江水系,自古代便是重要的交通要塞,是湖南通往廣西、海南、粵西及西南各地的門戶;此外,還是懷素、黃蓋、周敦頤、李達、陶鑄等歷史名人的故鄉(xiāng),有九嶷山、浯溪碑林、陽明山森林公園等4A景點。2021年1月29日,入選湖南省真抓實干成效明顯的地區(qū)名單。

通過優(yōu)化工藝,減少N、H氣體來源,加強排氣,合理選擇澆注溫度,適當放置冷鐵等。加強過程控制,嚴格按照工藝也是不可缺的有效途徑。
水平連鑄作為一種精密近凈成型技術,以其諸多優(yōu)點,被譽為“21世紀的綠色水平連鑄技術”,具有廣闊的應用前景。
在消失模水平連鑄充型過程中,由于模樣分解產(chǎn)生的氣體對液態(tài)金屬流動前沿的影響作用,使液態(tài)金屬充型過程中的速度場和自由表面、凝固過程中的溫度場以及充型和凝固中所產(chǎn)生的缺陷與普通砂型水平連鑄有很大的不同。
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規(guī)定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
通過實驗獲得板形灰鑄鐵型材較為合理的工藝參數(shù)為:澆注溫度1400℃,設計襯鐵鑄鐵型材的消失模水平連鑄工藝,模擬了其充型和凝固過程,預測了水平連鑄缺陷,并進行了相應的工藝優(yōu)化。按照優(yōu)化后的工藝參數(shù)進行實際生產(chǎn),得到了合格的鑄鐵型材,驗證了數(shù)值模擬的可靠性。
億錦天澤鋼鐵有限公司
永州球墨鑄鐵QT600-3方棒那可以買到

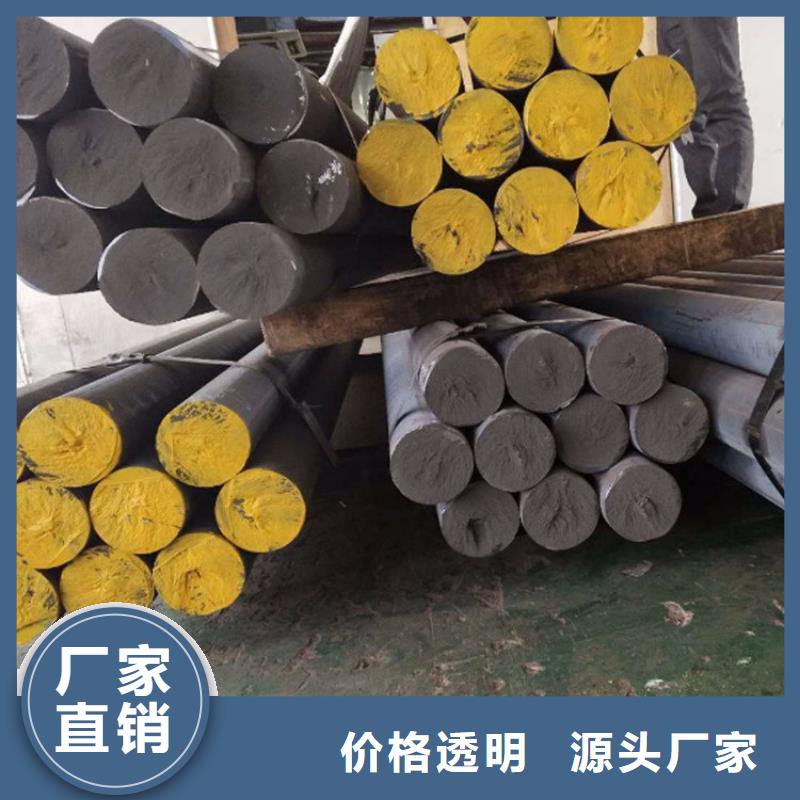
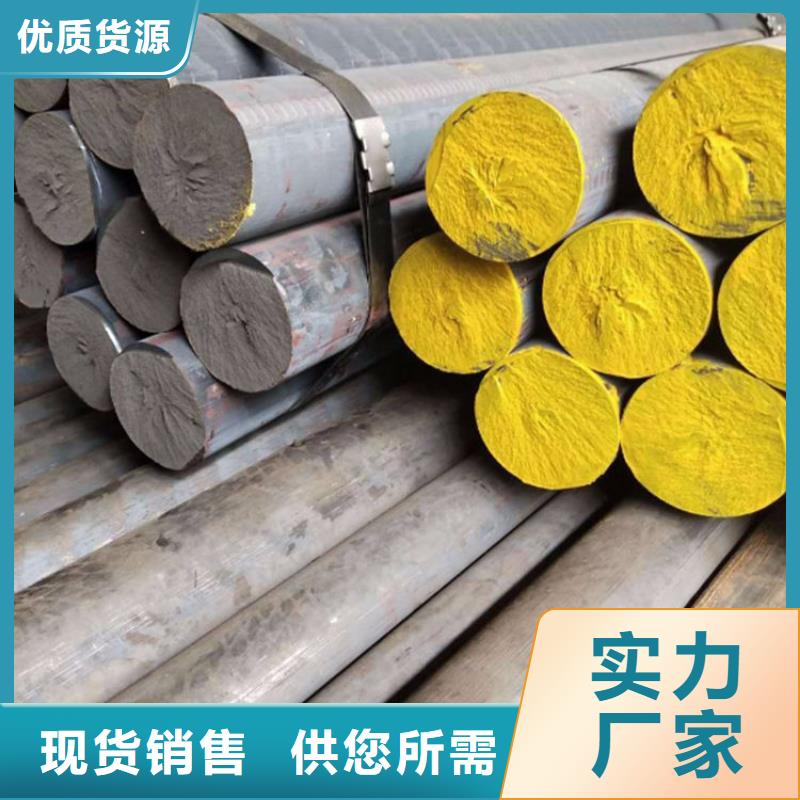
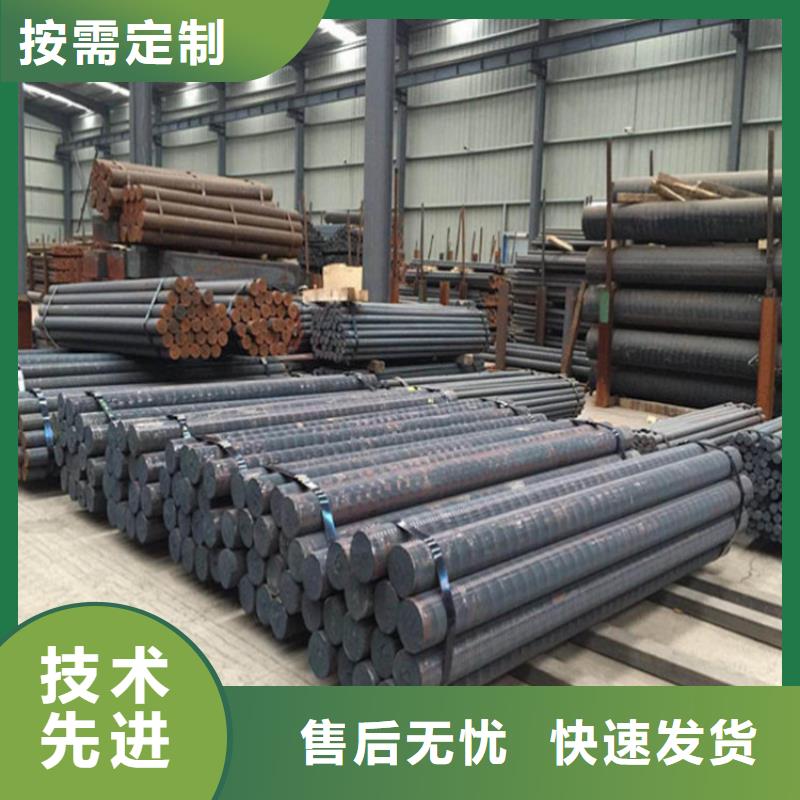
鑄鐵型材是可以焊接材料。一般只用來焊補鑄鐵件的鑄造缺陷以及局部破壞的鑄鐵件。鑄鐵的焊補一般 采用氣焊或焊條電弧焊。采用水平連鑄和封閉結晶器的工藝使型材表面質量好,尺寸精度高,無夾砂,夾渣,氣孔,縮孔等鑄造缺陷,加工成品率高于砂鑄件。
機械加工性能良好,與砂鑄件對比同材質型材切削性能好,鑄鐵型材切削抗力大于砂鑄鑄鐵件而小于鋼件,表面光潔度好,與砂鑄鑄鐵件,鋼件對比,鑄鐵型材在不同速度下切削,表面光潔度相對波動小,不僅在低速(<50m/min)?切削,而且在高速?(>200m/min)?切削時,均能保證表面粗糙度不大于20。
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數(shù)調整合適時,下凹及鼓肚現(xiàn)象基本消失。
體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 球墨鑄鐵鑄造廠、鑄鐵型材生產(chǎn)商、球墨鑄鐵棒,那么影響鑄態(tài)球鐵生產(chǎn)穩(wěn)定性的因素很多,要穩(wěn)定地生產(chǎn)球墨鑄鐵,必須在生產(chǎn)中把握好以下幾點:穩(wěn)定的化學成分和鐵液溫度,準確的鐵液量,合適的球化和孕育處理方法,以及可靠的爐前控制。首先,是在設備上的選擇。
億錦天澤鋼鐵有限公司

總結 球墨鑄鐵QT600-3方棒那可以買到,億錦天澤鋼鐵(永州市分公司)為您提供球墨鑄鐵QT600-3方棒那可以買到產(chǎn)品案例,聯(lián)系人:邢濤,電話:【0635-5083939】、【18954456733】,供應服務范圍覆蓋:湖南省 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 零陵區(qū)、冷水灘區(qū)、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣。