




精密鋼管生產中爆裂原因
管材生產中穿透管壁的突發性縱向開裂,通常出現在空拔管中。因為空拔后管材外表面存在較大的切向拉伸殘余應力(見管材冷拔變形原理)。管壁厚和氣溫低時發生空拔爆裂傾向更大。為防止縱裂缺陷,空拔時減徑量不能過大,連拔道次要少,拔后應及時烘烤或退火。為防止精密鋼管爆裂也可采用滾模拔制。(見管材冷軋冷拔)

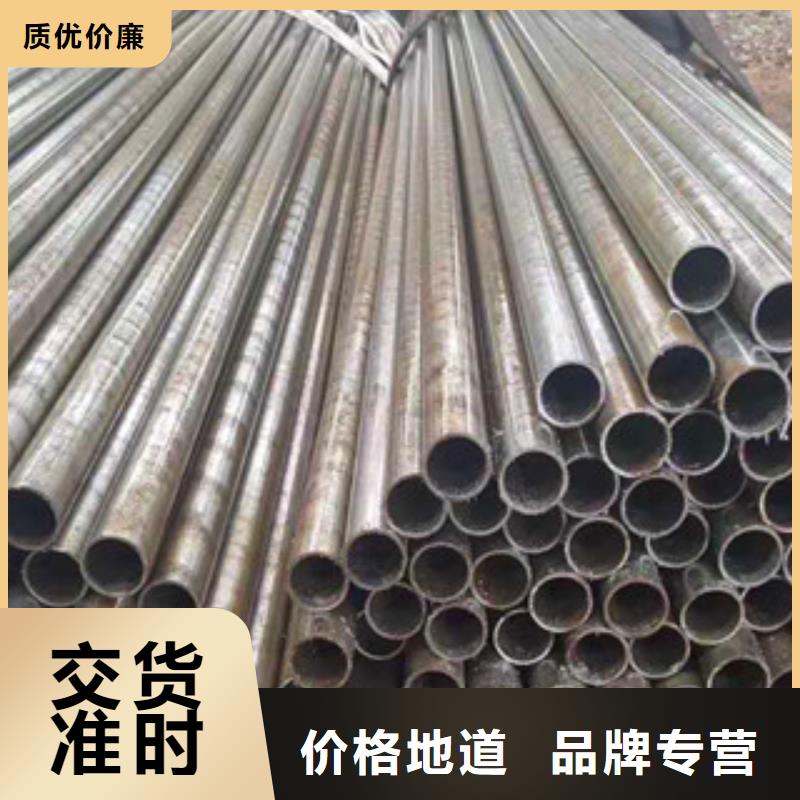
精密無縫管材質10#20#符號代表意思
10#20#代表意思
10與20代表的它們的含碳量.在GB9948中,10C含量為0.07-0.14而20C含量為0.17-0.24.C的含量越高,它的硬度及強度越高,但韌性和塑性會越低,可焊接性越差.所以容器中要求壓力容器用鋼,C含量不能超過0.25%.所以10鋼會比20鋼在脹接時的可靠些,不容易出現裂.但在設計時,10鋼會比20鋼更費材,因為它的許用應力會小些 10#精密鋼管焊接性較好


精密鋼管擠壓
用擠壓方法生產管材。擠壓管材的品種和規格達2500余種。在大型立式擠壓機上擠壓的鋁管 外徑達1500mm的鋁管。在200MN臥式擠壓機上可獲得外徑小于或等于1000mm的管材。采用輪靴式擠壓機(見連續擠壓)可擠出≠5mmX0.4mm的細管材。
擠壓方法
管材可采用正向擠壓、反向擠壓和聯合擠壓法生產,但聯合擠壓法目前較少應用。在管材正向擠壓中,廣泛應用的是空心錠一穿孔針法(圖a)、實心錠一穿孔針法(圖b)和實心錠焊合擠壓法(見組合模擠壓)。
空心錠正向擠壓時,由于被擠壓金屬同穿孔針之間存在摩擦力,減少了內層金屬的超前流動,金屬流動比較均勻。此外,錠坯中心為穿孔針占據,不會產生擠壓縮尾。采用實心錠一穿孔針法時,穿孔過程分為4個階段。第1階段為準備階段即填充階段,第2階段為開始穿孔階段,第3階段為劇烈穿孔階段,第4階段為穿透階段。針尖一旦進入模孔工作帶,穿孔過程即告結束。采用實心錠坯的穿孔擠壓具有如下優點:工序少,周期短,幾何廢料少,成本較低;金屬流動均勻,管材組織性能均勻,成品率高;產品內外表面質量好;穿孔針不需要潤滑;工模具設計和制造都比組合模擠壓簡單,使用壽命也較長。在管材生產中,穿孔擠壓仍存在較大的局限性,多用于擠壓管坯毛料和擠壓熔點較低的合金管材,且只適用于短錠、高溫、慢速擠壓工藝。在帶隨動針的小擠壓機上擠壓以及擠壓長管、大直徑管和異形薄壁管時,采用穿孔擠壓則相當困難。采用焊合法擠壓管材時可用舌形模和平面組合模在各種型式的擠壓機上將實心錠坯擠壓成管材。由于組合模針短,牢固地固定于模子中間,采用焊合法可擠壓內徑小、壁厚薄、精度高、內表面質量好的管材。然而此法只適用于在正常的擠壓溫度下易成形的金屬和合金,如工業純鋁、鋁-錳及鋁-鎂-硅系合金,在某些情況下也可以擠壓鋁-鎂合金。



龍麗金屬材料(永州市分公司)堅持創新、誠信守約,是湖南永州市級科技創新示范企業并連續多年被評為信用企業和消費者滿意單位,目前已與國內外多家客戶建立了長期合作關系,成為他們在中國的優質 精拉無縫鋼管供應商. “實力鑄就品牌,誠信諦造未來”,精心做事,誠信待人,歡迎廣大客戶隨時撥打全國統一客服熱線,我們期待與您合作,共創美好明天。

