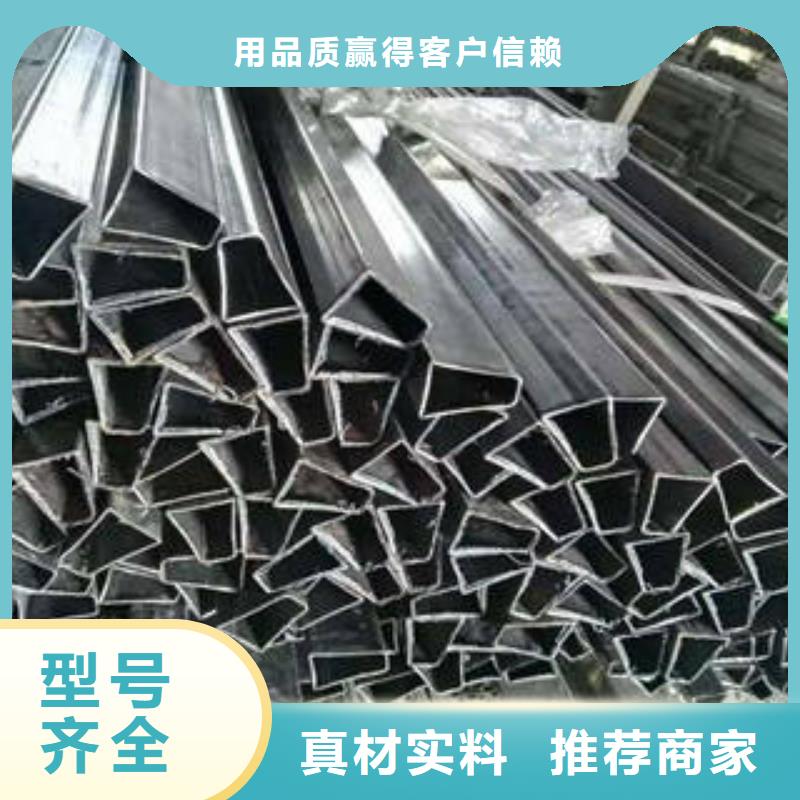



異型管常見的表面缺陷:
折疊:是異型管金屬在熱軋過程中形成的一種表面缺陷,表面互相折合的雙金屬層,呈直線或曲線狀重合;
皮下氣泡:金屬材料的表面呈現無規律分布大小不等、形狀不同、周圍圓滑的小凸起、破裂的凸泡呈雞爪形裂口或舌狀結疤,叫作氣泡;
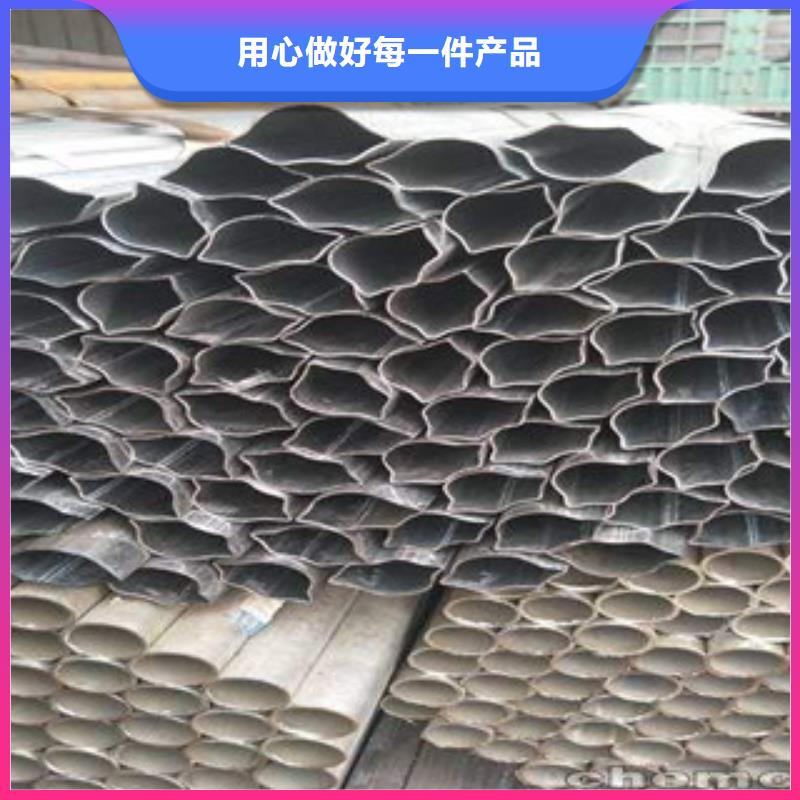
橢圓度:圓形截面的金屬材料,在同一截面上各方向直徑不等的現象。橢圓度用同一截面上 與小的直徑差表示,對不同用途材料標準不同;
瓢曲度:指在板或帶的長度及寬度方向同時出現高低起伏的波浪現象,形成瓢曲形,叫瓢曲度。表示瓢曲程度的數值叫瓢曲度;
耳子:由于軋輥配合不當等原因,異型管出現的沿軋制方向延伸的突起,叫作耳子;
結疤:指不均勻分布在金屬材料表面呈舌狀,指甲狀或魚鱗狀的薄片;
麻點:指金屬材料表面凹凸不平的粗糙面;
扭轉:條形軋制材料沿縱軸扭成螺旋狀;
氧化鐵皮:氧化鐵皮是指材料在加熱、軋制和冷卻過程中,在異型管表面生成的金屬氧化物。



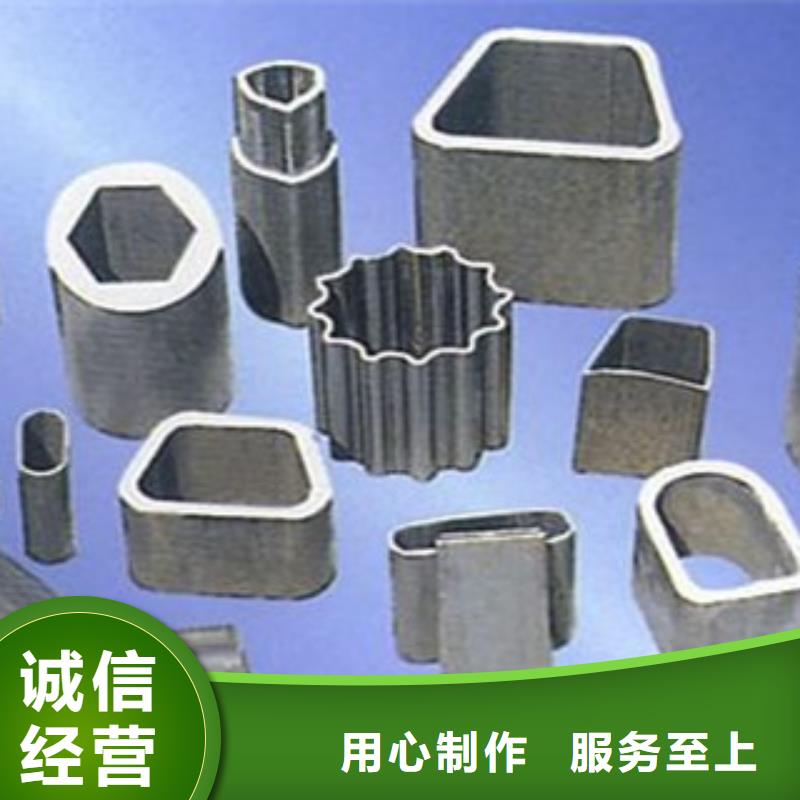
異型管形狀缺陷的九點控制方法
異型管生產中我們應該考慮對板坯形狀缺陷的控制,常見的形狀缺陷有鼓肚、凹陷等。要控制這一缺陷,我們可以從以下九個方面著手:一、盡量控制鋼中碳含量避開包晶反應區,向上限或下限控制。
二、根據異型管鋼種特性選用合適的保護渣,適當提高結晶器保護渣黏度,提高保護渣傳熱均勻性,保護渣加入時堅持勤加少加原則。
三、監測振動平穩性,保證振動橫向偏擺不大于0.2mm,縱向偏擺不大于0.4mm。
四、控制好異型管鋼水過熱度,確定合適的拉速制度,防止溫度過高、拉速過快造成的坯殼過薄。
五、為大面偏離角的嚴重凹陷,應做好扇形段液壓系統的維護、點檢,防止液壓失壓或扇形段抬起。提高扇形段夾輥質量并做好日常點檢,防止夾輥斷裂,偏離角部位出現嚴重凹陷后應立即停機,避免損失過大。停機后處理液壓系統故障或更換扇形段。
六、嚴格水口裝配,保證水口對中良好,防止偏流,保證異型管均勻凝固。
七、保證結晶器水縫均勻,提高結晶器材質,防止結晶器磨損嚴重及鍍層脫落,結晶器實施弱冷冷卻,合理控制冷卻強度。
八、提高扇形段順弧精度,尤其是結晶器與零段,發現零段夾輥彎曲嚴重及時進行更換。
九、適當增加窄面足輥與鑄坯的接觸程度,防止異型管鼓肚,但足輥不應調整過硬,否則可能造成拉坯阻力大。



浩融金屬制品廠有限公司(永州分公司)擁有經驗豐富、技術強大的專家隊伍、業務嫻熟的技術工程師和訓練有素的銷售人員,無論現在還是將來,我們都將為您提供設計良好、性能的 防腐鋼管產品以及及時、周到的售前、售后服務。


