











歐標EN10305-4:2003為準液壓鋼管介紹:生產出的精密液壓鋼管是精密冷拔后的無縫管通過無氧回火處理表面和內部應力后再經過磷化防銹處理制成。產品尺寸精度高,延展性好,容易加工彎成各種需要的形狀而管子截面不會縮小或變扁;管子表面精度高、經無氧回火處理后表面硬度適中易于卡套連接內孔和表面經磷化防銹處理后無需酸洗除銹可直接安裝。
珩磨管:由冷軋精密無縫鋼管是由無縫鋼管成品管或無縫管荒管,經酸洗,磷化,皂化處理后,然后經冷軋管機軋制而成液壓鋼管。液壓鋼管精密度極高一般可控制在0。02-0。05MM范圍之內,其標準為:GB3639-83,內經允許偏差為0.03mm,內表面粗糙度:Ra 0.2~0.8μm,液壓鋼管直線度:0.3~1.5mm/m,專用做油鋼的筒徑。研磨管

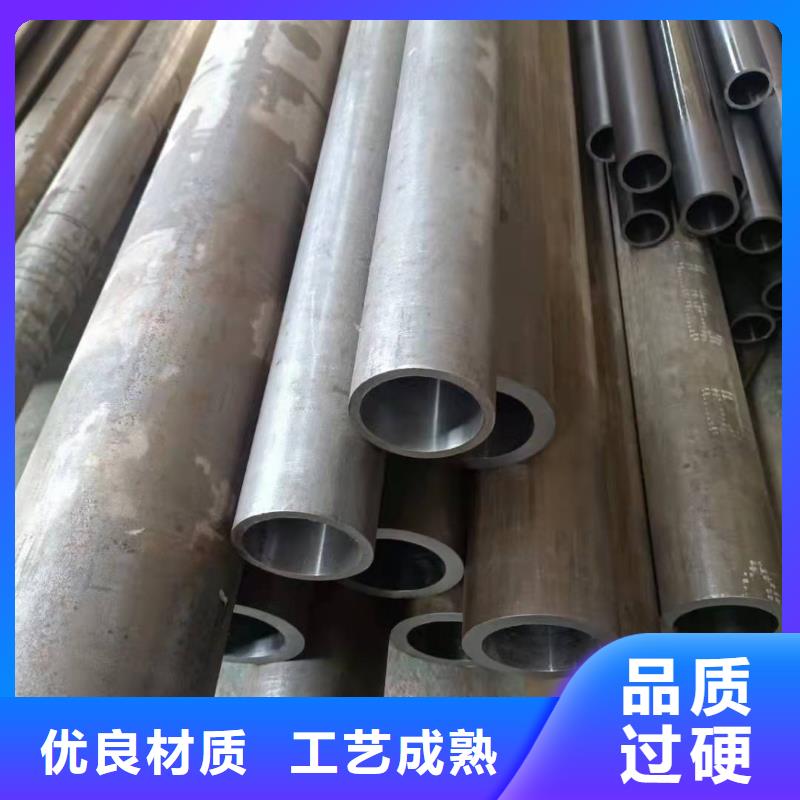
厚壁油缸管是液壓缸的主體,其內孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動順暢,以保證密封效果,減少磨損;液壓缸應能承受較大的液壓,因此應具有足夠的強度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應具有足夠的強度。在設計中不僅要考慮強度,還要選擇加工性能較好的結構形式。導套引導并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導向,沒有導向套。這種結構簡單,但磨損后必須更換端蓋。研磨管

對于高精密珩磨管的生產工藝你又有多少了解研磨管
高精密珩磨管正常的工作壓為:0――12000PSI為了施工者的嚴禁超過此范圍,而且必須頭戴安面具、全帽,以及工作服以防萬一,因為每一種產品沒有 性的,它牽涉到操作人員的技術、使用時間、產品的壽命,及機器的穩定性。一條高精密珩磨管雖然沒破并不代表它是好的,用久了,時間放長了,會老化,耐壓性就會降低,當然性就降低了,那就該換新的。
高精密珩磨管的主要生產程:管坯及坯加熱、管坯的穿孔、鋼管的延伸。
厚壁珩磨管制造品質規定留意的要點研磨管
1、規格精密度和外觀設計厚壁珩磨管的幾何圖形規格主要包含無縫鋼管的直徑、壁厚、橢圓形度、長短、彎折度、管內孔切傾斜度、焊縫視角和鈍邊,異性朋友無縫鋼管的截面規格等。
2、工藝性能規范中要求了厚壁珩磨管的“表面光潔”的規定。3、淬火?淬火在全部的冷拔管制造中是十分關鍵的工藝流程,淬火品質的優劣既危害無縫鋼管的特性也危害氧化鐵皮的。普遍的缺點有:裂痕、發紋、內折、外折、軋破、內直道、外直道、離層、結痂、凹痕、凸包、麻坑(表面)、劃傷(擦破)、內螺旋式道、外螺旋式道、青線、矯凹、輥印等。在其中裂痕、內折、外折、軋破、離層、結痂、凹痕、凸包校線風險缺點;無縫鋼管的表面、青線、擦破、輕度的內外直道、輕度的內外螺旋式、矯凹、輥印為一般性缺點。
3、物理學特性包含常溫狀態的物理性能和一定溫度下的物理性能(熱強特性和超低溫特性)和耐腐蝕特性(如空氣氧化、抗水蝕、抗強酸強堿等特性)一般狀況下在于鋼的成分、機構特性和鋼的純度及其鋼的熱處理方法等。

