





我們的現場實拍視頻將帶您走進堆焊耐磨板耐磨板實力優品產品的世界,產品視頻細節之美一覽無余!
以下是:堆焊耐磨板耐磨板實力優品的圖文介紹

復合耐磨板的運用冷拉率或者冷拉應力叫做雙控。冷拔的過程中單純只依賴冷拉率或者冷拉應力叫做單控,單控的長處是操縱簡樸,但是對于材質不平均的鋼板來說,逐根試驗不可能達到,從而也不能保證質量。關于實驗測定的要求:批次同爐灶的測定試件,數目不能少于四個,每個試件都要經由冷拉力測定出相應的冷拉率,該批耐磨板的實際冷拉率就是試件的均勻值,控制應力在冷拔時已經達到了,假如冷拉率沒有超過答應值的情況下,可以認定為合格
在使用冷拉控制復合耐磨板時,要經由試驗來確定控制值,而對于預應力耐磨板一定要采用雙控方式,采用雙控則可以很好地解決這方面的問題。如果耐磨板具有較高的強度,均勻冷拉力低于1%時,冷拉時也要按照1%的冷拉率進行控制。假如冷拉率已經達到了答應值,但是冷拉應力還沒有達到控制應力,這種情況下的鋼板要降低強度使用。


耐磨百板有2個標準系列和4個高等級系列,其中高等級系列有普通耐磨,超耐磨性,高韌性等十幾個種類,可滿足不同領域的應用要求。普通耐磨性鋼板:度該系問列鋼板 生產厚度高達100mm,并能保證硬度。同時,保證一定沖擊韌性。代表的鋼號有WNM360,WNM400系列和A,B,C質量等級6個牌號。超耐磨性鋼板:該系列鋼板要求具有更加持久的壽命,以答此降低運營綜合成本。再不更多的犧牲專焊接和成型特性的前提下,表現極高的耐磨性,代表的鋼號有WNM450,WNM500系列和A,B,C質量等級6個牌號。高韌性耐磨板:通常在-20度以下,耐磨鋼板的韌性難以保證,而舞鋼卻成功研發出該系列鋼板,可保證在 (-40度以下的韌性)和強沖擊條件對韌性的要求,代表的鋼號有WNM360,WNM400系列和D,E質量等級四個牌號。可焊接性屬高鋼板:該系列鋼板,為滿足嚴酷焊接條件下(無法焊接前預處理),保證與普通材料一樣的可焊接性能。在不犧牲耐磨性的前提下, 可能的降低鋼板的碳當量,表現出 可焊特性,代表鋼號有WNM360L。



涌華金屬科技有限公司(益陽分公司)主營: 堆焊耐磨板 等。公司位于春暉中路66號,交通便利、地理位置優越。 公司本著“客戶至上 精益求精”的質量方針,市場是企業的方向、質量是企業的生命。客戶想到的我們要做到,客戶沒想到的我們要重視合同“確保質量,準時交付”。我公司真誠歡迎社會各界人士來公司參觀指導,商務洽談,同創雙贏,共達輝煌。



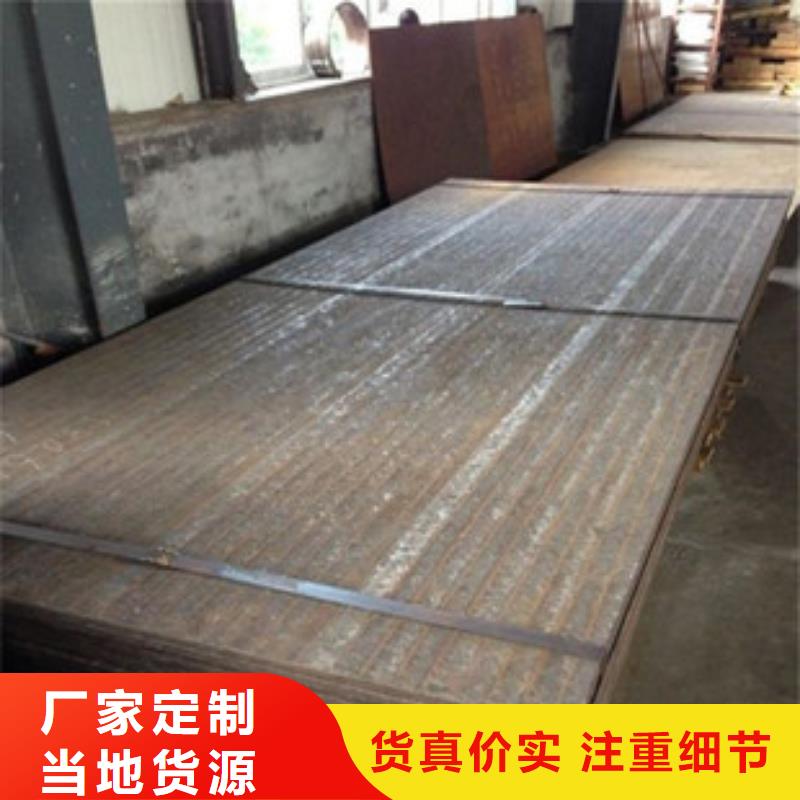
堆焊耐磨板的加工方法
1. 切割:可用等離子切割、碳弧、砂輪鋸將堆焊復合耐磨板切割成所需要的形狀。 方法是用空氣或者惰性氣體等離子弧進行切割,方法是從合金面開始切割。碳弧切割應從基板一面開始切割。如果采用鋸片,只能進行直線切割,需要采用碳化硅鋸片。2. 彎曲:堆焊復合耐磨板可以進行冷加工成型,根據需要彎曲成所需要的形狀,或弧或圓。凹面成型,合金裂紋由于向內應力將緊閉;凸向成型,裂紋將變大開裂,這是正常現場。如果開裂過大,使用相應焊條進行修補。卷曲成管,按小彎曲半徑進行。
3. 開孔:大孔可以采用等離子切割,小孔使用電火花機床。裝配螺栓用的沉頭孔可以用等離子或者碳弧切割加工。
4. 焊接:堆焊復合耐磨板的母材是可焊接性能很好的鋼板,需要兩塊鋼板拼接時,可先將背面母材焊接在一起,然后用相應的堆焊焊條將正面堆焊層填平補齊。堆焊復合耐磨板也可以焊接到其他鋼結構上。
5. 塞焊:可用等離子或者碳弧氣刨在堆焊復合耐磨板上開孔,通過塞焊的方法與其他鋼結構件連接。
6. 螺栓固定:可以用閃光焊或者融化焊的方法將螺栓焊接到堆焊復合耐磨板的母材上,然后與其他工件連接,也可以在堆焊復合耐磨板上開孔,通過螺栓與其他工件連接;
7. 表面加工:堆焊復合耐磨板表明無須加工,如果需要加工,只能是研磨,其他常規方法不適用。堆焊復合耐磨板不適用表面精度要求高的場合。



