
想知道滾壓管絎磨管加工廠工廠價(jià)格產(chǎn)品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:滾壓管絎磨管加工廠工廠價(jià)格的圖文介紹
溫馨提示:由于 高精度活塞桿市場(chǎng)價(jià)格浮動(dòng)影響,本文中 高精度活塞桿產(chǎn)品價(jià)格、屬性僅供參考,具體詳情請(qǐng)咨詢液壓機(jī)械有限公司(益陽(yáng)分公司)客服,真誠(chéng)期待與您的合作!!
格")
格")
格")
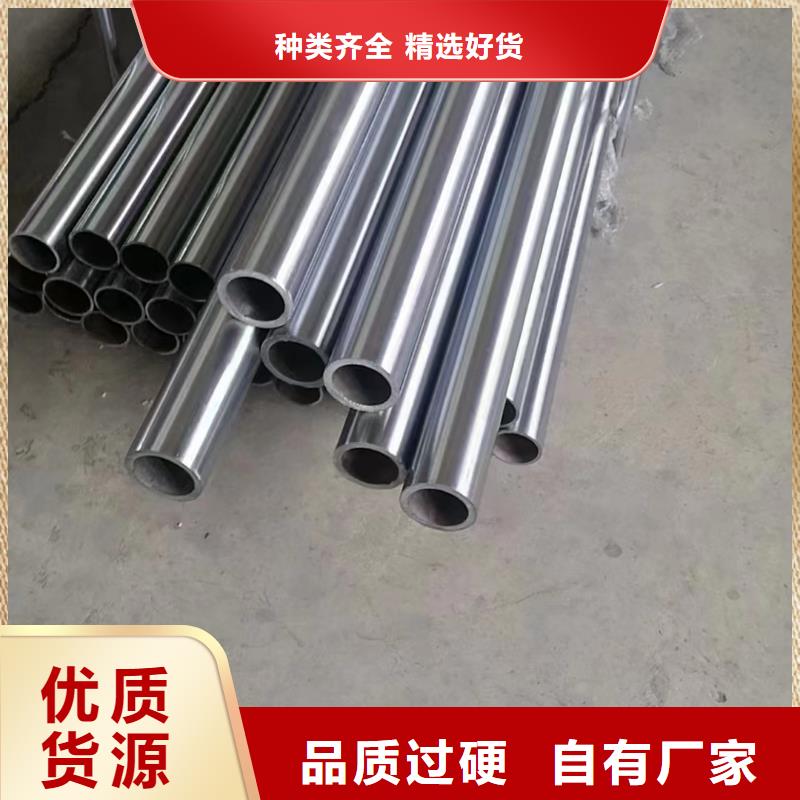
珩磨管油缸管絎磨管絎磨管的優(yōu)點(diǎn)主要有以下幾點(diǎn):
1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%。
5、提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命,但零件的加工費(fèi)用反而降低。
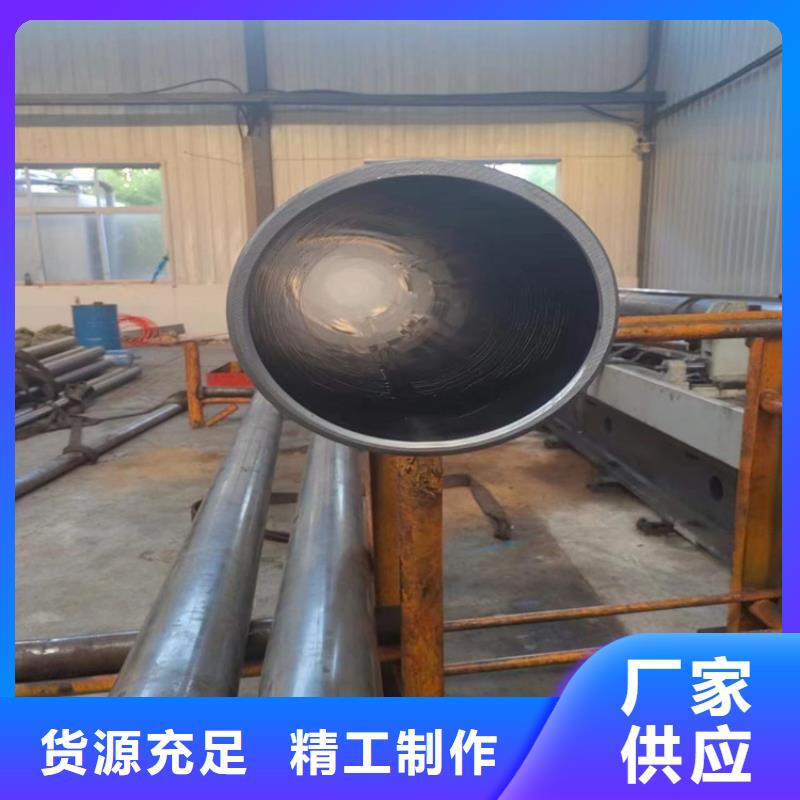
在工藝上絎磨工藝就是珩磨機(jī)進(jìn)行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時(shí)珩磨時(shí)利用珩磨頭圓周上的一條或多條油石,同時(shí)使珩磨頭旋轉(zhuǎn)和往復(fù)運(yùn)動(dòng),零件不動(dòng);或珩磨頭只作旋轉(zhuǎn)運(yùn)動(dòng),工件來(lái)回運(yùn)動(dòng),實(shí)現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加適量的壓力,硬度和強(qiáng)度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管
格")
格")
格")
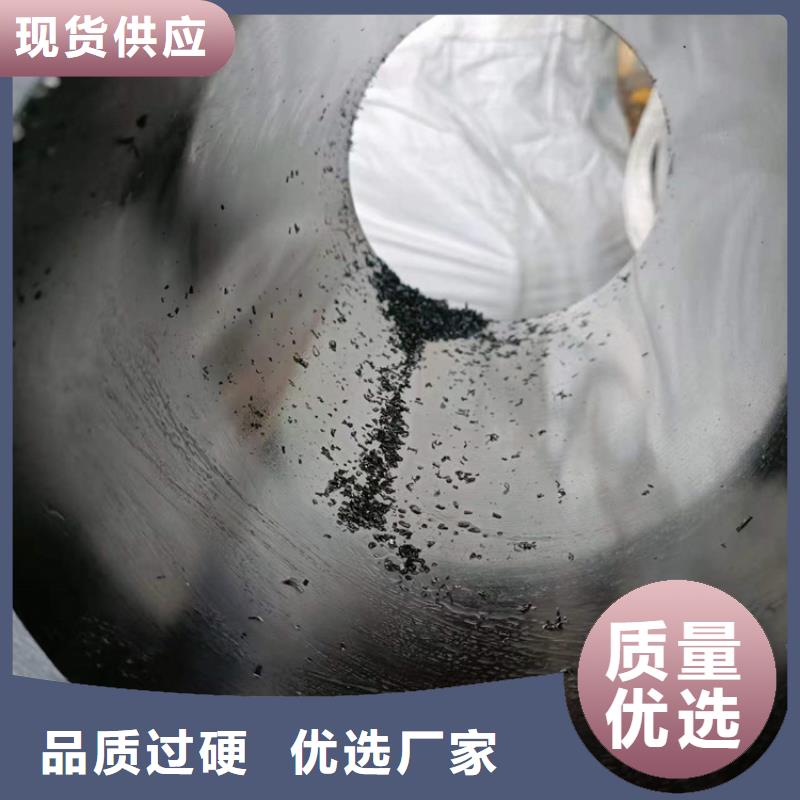
珩磨管油缸管絎磨管無(wú)論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象。
滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無(wú)切削的塑性加工方法。
滾壓管
格")
格")
格")
珩磨管油缸管絎磨管珩磨管淬火冷卻的影響在珩磨管淬火冷卻時(shí),在兩個(gè)溫度范圍內(nèi)必須注意控制冷卻速度。其中一個(gè)區(qū)域是為了完全珩磨管淬火硬化而需要快冷的臨界區(qū)域,為了使零件淬硬,在臨界區(qū)應(yīng)當(dāng)急冷。另一個(gè)區(qū)域是容易產(chǎn)生珩磨管淬火裂紋的低溫區(qū),在MS點(diǎn)溫度以下,在這個(gè)溫度區(qū)間發(fā)生奧氏體向馬氏體的轉(zhuǎn)變,體積膨脹,產(chǎn)生第二類畸變、第二類應(yīng)力及宏觀熱處理應(yīng)力,可能導(dǎo)致珩磨管淬火裂紋,因此稱危險(xiǎn)區(qū)。在危險(xiǎn)區(qū)應(yīng)當(dāng)盡量慢冷,以緩和珩磨管淬火內(nèi)應(yīng)力。珩磨管淬火臨界區(qū)和危險(xiǎn)區(qū)示意圖 珩磨管淬火后加工處理零部件珩磨管淬火后多進(jìn)行加工處理。按加工處理的性質(zhì)可分為熱加工、機(jī)械加工和化學(xué)加工三類,以及它們的綜合應(yīng)用。淬后加工處理導(dǎo)致形成裂紋的過程是一個(gè)珩磨管淬火宏觀、微觀內(nèi)應(yīng)力和顯微裂紋與淬后加工過程中出現(xiàn)的負(fù)荷應(yīng)力或內(nèi)應(yīng)力之間發(fā)生相互作用的過程。滾壓管
點(diǎn)擊查看液壓機(jī)械有限公司(益陽(yáng)分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】