


想要更直觀地了解聲測管_注漿管自營品質有保障產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:聲測管_注漿管自營品質有保障的圖文介紹
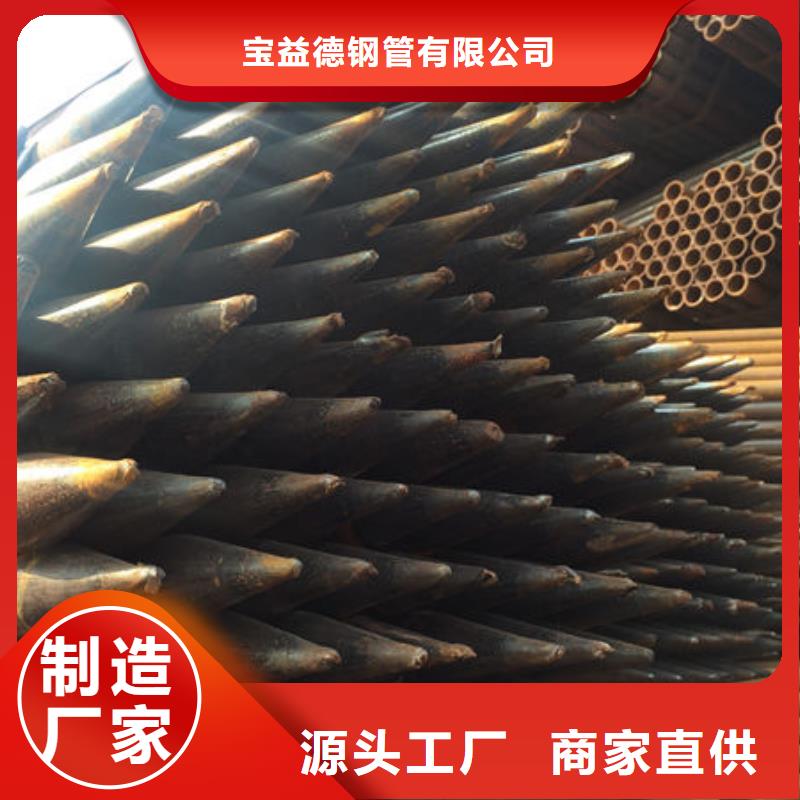
寶益德鋼管(宜賓市分公司)是一家專業生產 聲測管的現代化企業。公司位于,位置優越,交通便利。公司技術力量雄厚,產品規格齊全。目前,公司生產 聲測管
我們始終為客戶提供好的產品和技術支持、健全的售后服務。



焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 產品特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。



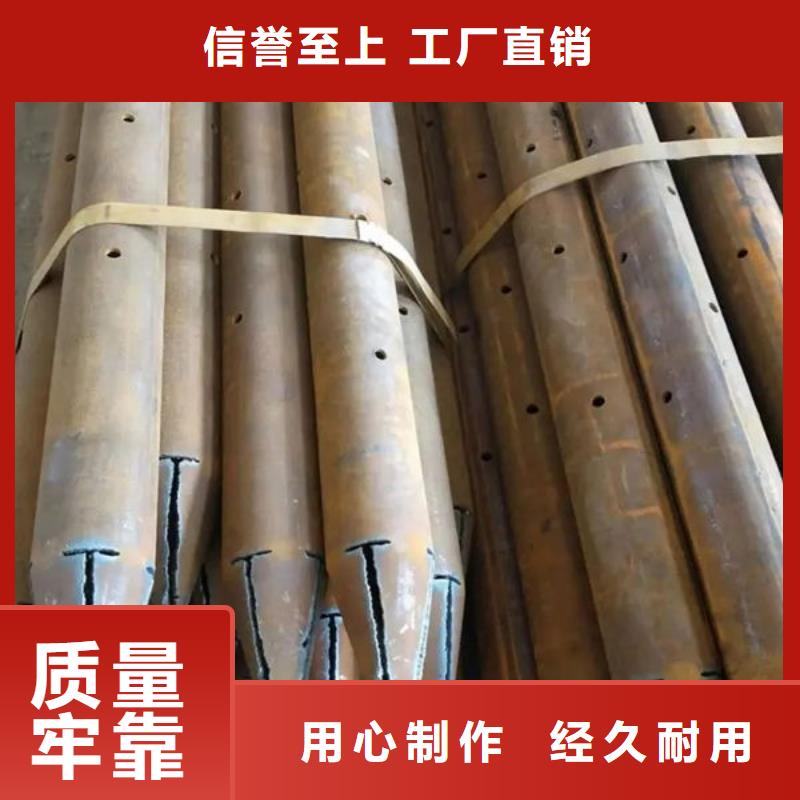
倒模安裝樓梯、構件側模等盡可能使用增加模板周轉率。根據設計尺寸.模板使用剪板機、折邊機.訓剖機等進行切剖,下料標準進行鋼筋隱蔽、橫板等對于驗收不合格的進行整政至符合施工技術混凝土澆筑 1.混凝土拌制前,應測定砂、石含水率并根據測試結果調整施工配合比。 2.混凝土應均勻布料,振搗要做到“快插慢拔”,并且上下微微抽動,使混凝土上下振搗均勻。振搗依次順序進行,避免過振、漏振,直至混凝土表面呈水平,不再顯著下沉、不再出現氣泡、表面泛出灰漿為止。振搗時應避免振搗捧觸及構件側模、注漿管、管線、預埋件等。 3.混凝土施工過程中應有專人負責看護鋼筋、模板、水電預留預埋,防止變形、移位等。并及時做好構件表面的壓光及疊合板表面拉毛等工序。 4.混凝土進場應進行坍落度測試,同一批次同強度等級的混凝土制作不少于3組試件,一組用于標準養護,另兩組進行同條件養護用以測定脫模及允許吊運時間。


聲阻抗率較低,用做聲測管具有較大的透聲率,通常可用于較小的灌注樁,在大型灌注樁中使用時應慎重,因為大直徑樁需灌注大量混凝土,水泥的水化熱不易發散:鑒于塑料的熱膨脹系數與混凝土的相差懸殊,混凝土凝固后塑料管因溫度下降而產生徑向和縱向收縮,有可能使之與混凝土局部脫開而造成空氣或水的夾縫,在聲通路上又增加了更多反射強烈的界面,容易造成誤判。 聲測管的直徑,通常比徑向換能器的直徑大l0mm即可,常用規格是內徑50-60mm。管子的壁厚對透聲率的影響很小,所以,原則上對管壁厚度不作限制,但從節省用鋼量的角度而言,管壁只要能承受新澆混凝土的側壓力,則越薄越省。



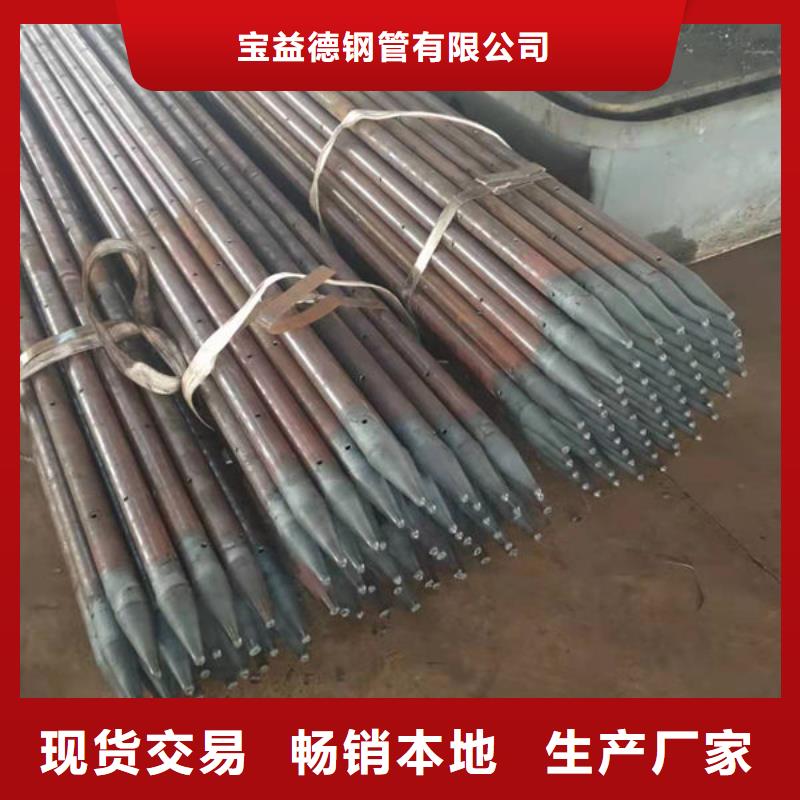
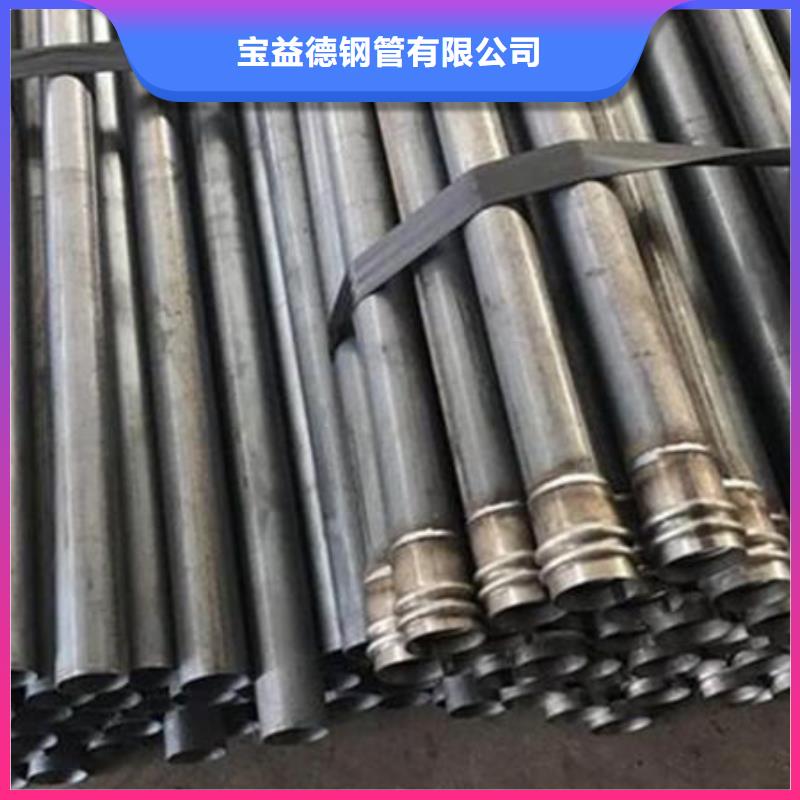
聲測管的按照 a)鋼管的套接;b)波紋管的套接 1-鋼筋;2-聲測管;3-套接管;4-箍筋;5-密封膠布 埋置布置 布置聲測管的埋置數量及其在樁的橫截面卜的布局應考慮檢測的控制面積。 一般樁徑不大于0.8m時,沿直徑布置兩根;樁徑大于0.8m且不大于1.6m時,布置3根,呈等邊三角形;樁徑大于1.6m時,布置4根,呈正方形。聲測管材質的選擇,以透聲率較大、便于安裝及費用較低為原則。 聲脈沖從發射換能器發出,通過耦合水到達水和聲測管管壁的界面,再通過管壁到達聲測管管壁與混凝土的界面,穿過混凝土后又需穿過另一聲測管的兩個界面而到達接收換能器。

