您的位置>首頁(yè) >陽(yáng)泉本地新聞中心 >
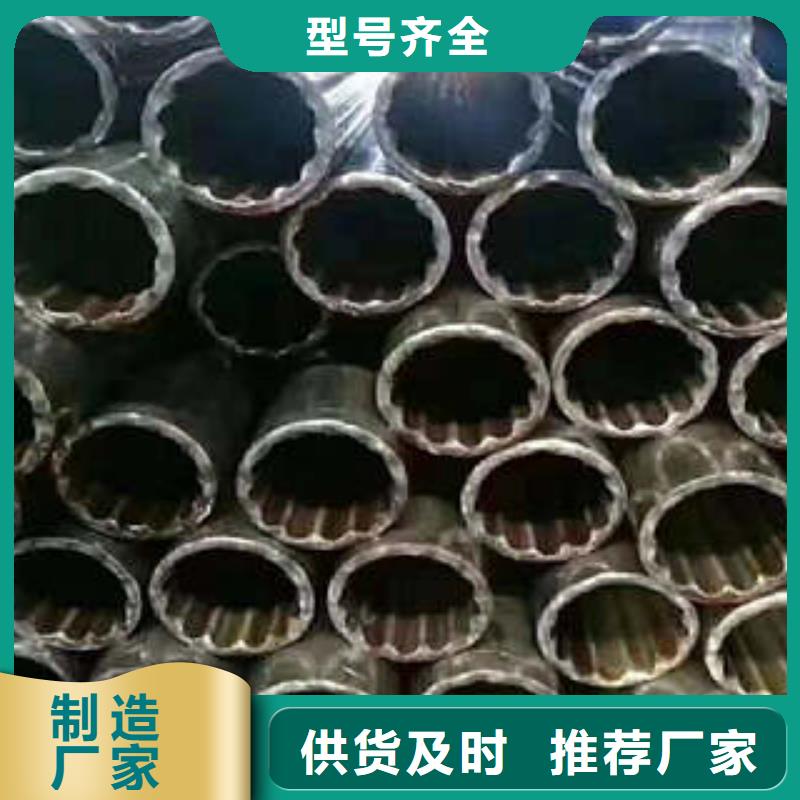
優(yōu)質(zhì)45#精密鋼管的銷售廠家
更新時(shí)間: 2025-06-10 18:44:21 ip歸屬地:陽(yáng)泉,天氣:晴,溫度:15-30 瀏覽次數(shù):1
以下是:山西省陽(yáng)泉市優(yōu)質(zhì)45#精密鋼管的銷售廠家的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/米 |
|---|
| 發(fā)貨期限 | 3-5天 |
|---|
| 供貨總量 | 8978848 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 質(zhì)量等級(jí) | 一級(jí) |
|---|
| 品牌 | 雙信鋼管 |
|---|
| 規(guī)格 | 多種規(guī)格 |
|---|
| 品名 | 精密鋼管 |
|---|
| 用途 | 機(jī)械制造 |
|---|
| 范圍 | 優(yōu)質(zhì)45#精密鋼管的銷售生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋山西省 太原市、大同市、長(zhǎng)治市、晉城市、陽(yáng)泉市、朔州市、晉中市、運(yùn)城市、忻州市、臨汾市、呂梁市 平定縣、盂縣等區(qū)域。 |
|---|
以下是:山西省陽(yáng)泉市優(yōu)質(zhì)45#精密鋼管的銷售廠家的圖文視頻
導(dǎo)讀 【雙信】為您提供長(zhǎng)治精密鋼管廠家、晉城Q355C無(wú)縫方管、朔州精密鋼管廠家、晉中無(wú)縫方管、運(yùn)城精密鋼管廠家、平定無(wú)縫鋼管廠家、盂縣無(wú)縫方管等多元產(chǎn)品與服務(wù)。優(yōu)質(zhì)45#精密鋼管的銷售廠家,雙信鋼管(陽(yáng)泉市分公司)為您提供優(yōu)質(zhì)45#精密鋼管的銷售廠家的資訊,聯(lián)系人:亢經(jīng)理,發(fā)貨地:經(jīng)濟(jì)開(kāi)發(fā)區(qū)匯通物流園。 山西省,陽(yáng)泉市 民國(guó)三十六年(1947年)5月4日,以原平定縣的一部分設(shè)陽(yáng)泉市。陽(yáng)泉市是一座新興工業(yè)城市,是三晉門戶,晉冀要衡,又處于東部發(fā)達(dá)地區(qū)與中西部的結(jié)合地帶,還位于環(huán)渤海與長(zhǎng)江三角洲的兩大經(jīng)濟(jì)區(qū)的合理運(yùn)輸扇區(qū)內(nèi),經(jīng)天津、青島、黃驊港可東出渤海。境內(nèi)有萬(wàn)里長(zhǎng)城第九關(guān)、娘子關(guān),有藏山旅游景區(qū),有冠山書院,有石評(píng)梅故居,有梁家寨溫泉,還有以百團(tuán)大戰(zhàn)紀(jì)念建筑群體為主的獅腦山森林公園。20世紀(jì)80年代開(kāi)始,陽(yáng)泉利用煤炭資源優(yōu)勢(shì),經(jīng)濟(jì)得到迅速發(fā)展,一路領(lǐng)跑山西各市,被譽(yù)為“小上海”。2020年,陽(yáng)泉市入選衛(wèi)生城市名單。2022年1月,獲2017—2020年度平安中國(guó)建設(shè)示范市。
滲碳后精密鋼管淬火采一次淬火法,即先停電,通氮冷卻工件至臨界點(diǎn)A,、以下,使內(nèi)部發(fā)生相變,再停氣、開(kāi)泵,升溫到Ac1,~Accm之間。淬冷方法可采氣冷或冷。后者為奧氏體化后移入前室,充氮至常壓,入。真空滲碳溫度一般高于普通氣體滲碳,常采920~1040℃滲入和擴(kuò)散可按所示分兩階段,也可脈沖式通氣、停氣,多段式滲一擴(kuò)相間,效果更好。
精密鋼管歐標(biāo)為:DIN2391基本途折疊精密鋼管廣泛于汽車、摩托車、電動(dòng)車、石化、電力、船只、、軸承、氣動(dòng)元件、中低壓鍋爐無(wú)縫鋼管等范疇,也可適于鋼筋套筒、軸承、液壓、機(jī)械加工等領(lǐng)域!生產(chǎn)流程折疊編輯本段精密鋼管生產(chǎn)流程和普通無(wú)縫管一樣,就是多了道后酸洗冷軋程序。
標(biāo)準(zhǔn)折疊精密鋼管標(biāo)準(zhǔn);GB/T699-2008,精密鋼管標(biāo)準(zhǔn);GB/T3639-2008,另外可能也還有GB/T8162-2008結(jié)構(gòu)精密鋼管。精密鋼管工藝流程管坯--檢驗(yàn)--剝皮--檢驗(yàn)--加熱--穿孔--酸洗鈍化--修磨--潤(rùn)滑風(fēng)干--冷軋--去--切頭--檢驗(yàn)--標(biāo)識(shí)--成品包裝鋼管區(qū)別折疊編輯本段無(wú)縫鋼管主要特點(diǎn)是無(wú)焊接縫,可承受較大壓力。
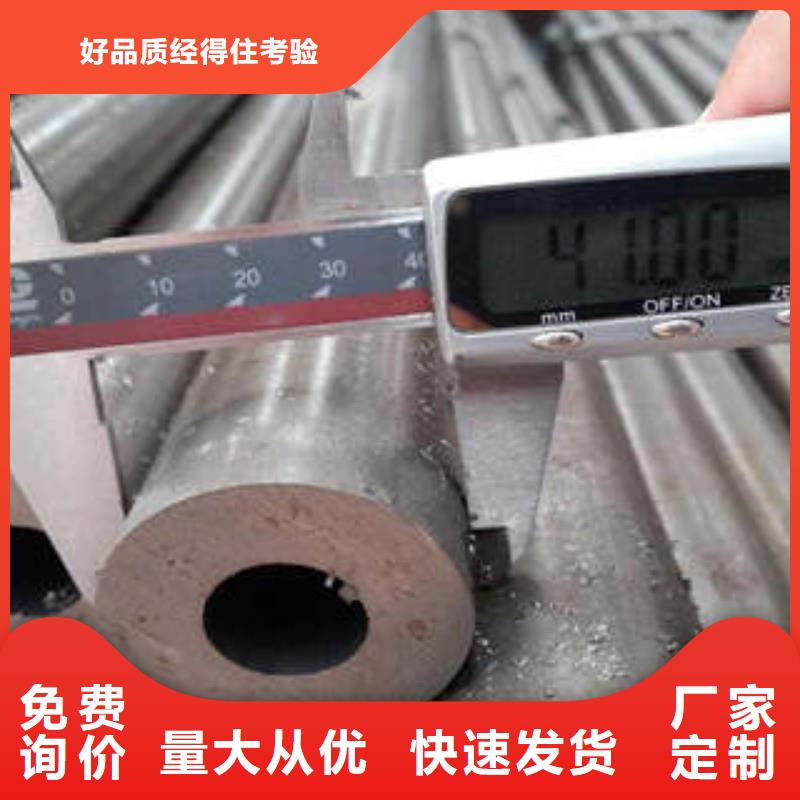
產(chǎn)品可以是很粗糙鑄態(tài)或冷撥件。精密鋼管是近幾年現(xiàn)產(chǎn)品,主要是內(nèi)孔、外壁尺寸有嚴(yán)格公差及粗糙度。特點(diǎn)折疊編輯本段外更小。精度高可做小批量生。冷拔成品精度高,表面質(zhì)量好。鋼管橫面積更復(fù)雜。
泉優(yōu)質(zhì)45#精密鋼管的銷售廠家")
泉優(yōu)質(zhì)45#精密鋼管的銷售廠家")
泉優(yōu)質(zhì)45#精密鋼管的銷售廠家")
總結(jié) 優(yōu)質(zhì)45#精密鋼管的銷售廠家_雙信鋼管(陽(yáng)泉市分公司),固定電話:【13181073433】,移動(dòng)電話:【0635-8821081】,聯(lián)系人:亢經(jīng)理,經(jīng)濟(jì)開(kāi)發(fā)區(qū)匯通物流園 發(fā)貨到 山西省 太原市、大同市、長(zhǎng)治市、晉城市、陽(yáng)泉市、朔州市、晉中市、運(yùn)城市、忻州市、臨汾市、呂梁市 平定縣、盂縣。