

 西藏專業銷售刀片耐磨鋼板-優質
西藏專業銷售刀片耐磨鋼板-優質
 <西藏>格瑞管業有限公司
<西藏>格瑞管業有限公司


西藏專業銷售刀片耐磨鋼板-優質
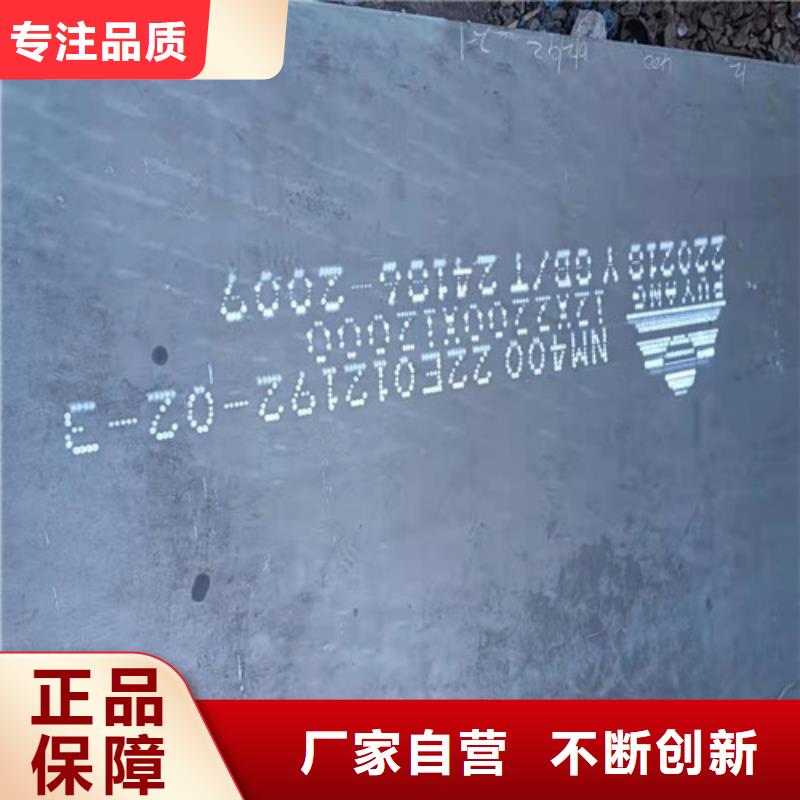
并不是硬度越高,耐磨性越好!硬度是耐磨鋼板優良耐磨性的基礎,但硬度和耐磨性之間并不是正比的關系; 打個比方,普通鋼板經過熱處理或者表面滲碳、滲氮等也能夠提高表面硬度,可是此類鋼板如果硬度做的太高可能會整快剝落,反而不利于耐磨,有一些比較軟的材料可能也比較耐磨。 耐磨鋼板之所以耐磨,主要是因為他們有硬的質點,而且還有軟的基體,一般在磨損的過程中,會有一些脫落的物質,這些物質會融入到軟的基體中,不會對表面造成很大的傷害;結構鋼的發展離不開防腐技術的配合,特別是結構的耐腐性已成為當今世界關注的重大課題,從某種意義上說,鋼的防腐技術是保證結構鋼正常使用和耐久性的關鍵條件。如果基體組織硬度也比較高,脫落的磨料或者是其他物質,在相互運動中就會相互研磨,更快的破壞了基體組織! 不知道對你有沒有用。硬度只是參數之一,與化學成分也有關。不過話說回來,硬度終究還是耐磨鋼板關鍵參數。
 西藏專業銷售刀片耐磨鋼板-優質
西藏專業銷售刀片耐磨鋼板-優質
西藏專業銷售刀片耐磨鋼板-優質
做為避免NM360耐磨鋼板根部裂縫的方式,前已述及,如運用低抗壓強度焊接金屬、應用極低氫型焊材、熱輸出量、降低熱危害區的硬底化等全是合理的方法。此外,也曾談及 是應用Pcm值低的鋼材。在好用上,避免熱危害區根部裂縫的對策也可適用焊接金屬根部裂縫的狀況。此外,焊接金屬中產生裂縫的危險期也定壓比熱危害區裂縫的危險期要短。它是因為焊接金屬裂縫時,氫外擴散的時間將會短一些。所述的根部裂縫特點是將可焊性非常優良的38mm厚的HT80鋼(Ceq=0.52%Pcm=0.27%),用低氫型焊絲(H=2.0ml/100克)電焊焊接(熱愉入量20千焦耳/公分)時避免根部裂縫的加熱溫度作了較為,左側是僅焊 層單道焊的連接頭,右側則是雙層電焊焊接的狀況。有角形變造成時,NM360耐磨板非常非常容易產生根部裂縫。填角電焊焊接(加熱15℃下列)是彎折形變受束縛的狀況,(從上向下)的填角焊縫是容許產生彎折的狀況,它比斜Y形非常容易裂。此外,右側的雙層電焊焊接時,因各層積累造成的角形變很大,必須150攝氏之上的加熱溫度。除此之外,K形焊縫比斜Y形焊縫更非常容易裂。所述對策全是關子避免對焊的根部裂縫的,而填角A-縫的根部裂縫,以上節上述,其加熱溫度可遠比對接焊縫時低。到1975年才行,針對HT50-HT100鋼的填角焊縫,還得出不來廣泛的、避免根部裂縫的標準。再者,U形或是對稱性Y形焊縫對接焊縫的根部裂縫一般易在焊接金屬內產生。在這類狀況下,與熱危害區的根部裂縫不一樣,不可以把Pcm的算式以及值用以焊接金屬的裂縫。避免NM360耐磨板焊接金屬根部裂縫的加熱溫度都還沒詳盡地科學研究,但在創作者等的科學研究中,用比避免HT50-HT80鋼熱危害區根部裂縫的加熱溫度也要低一些的加熱溫度(0--250C)裂縫就了。

