
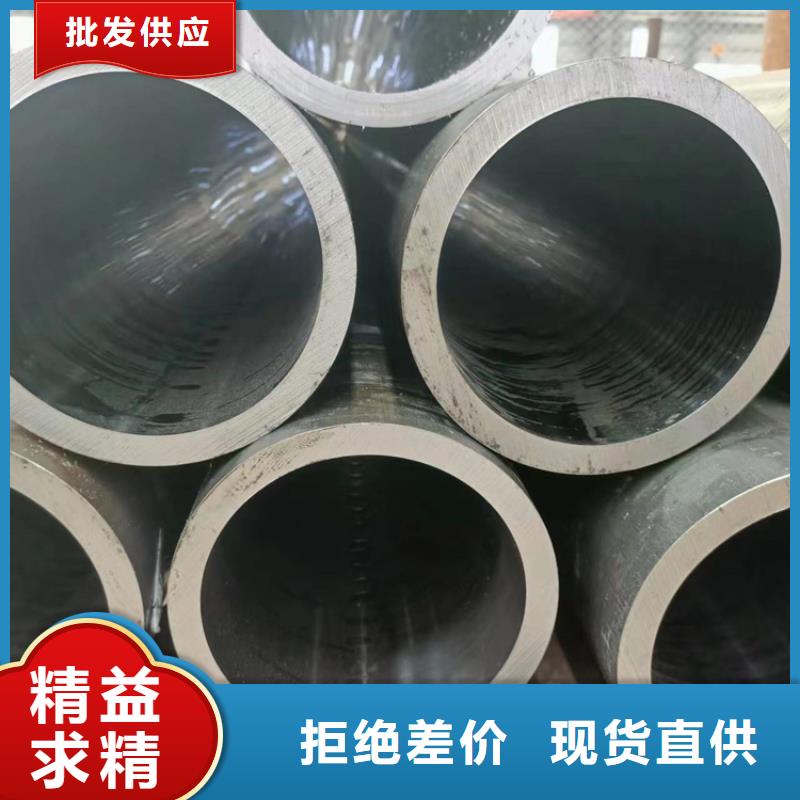



西藏20#珩磨管 <西藏>九冶管業有限公司
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種,就是珩磨齒輪,所以下面,就來簡單說明一下。珩磨齒輪,其是由基體加上磨料來構成的。使用它進行珩磨,主要是為了去除材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意一些事項的,其主要是有:(1)對于設備的大行程,應不超過珩磨時的大寬度,否則的話,那么就有可能會嚴重損壞珩磨齒輪。(2)在珩磨量的控制上,應將其數值控制在合理且合適的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。(3)珩磨齒輪的材質,由于比較脆,所以是嚴禁撞擊和敲打的,以免使其損壞而不能使用了。

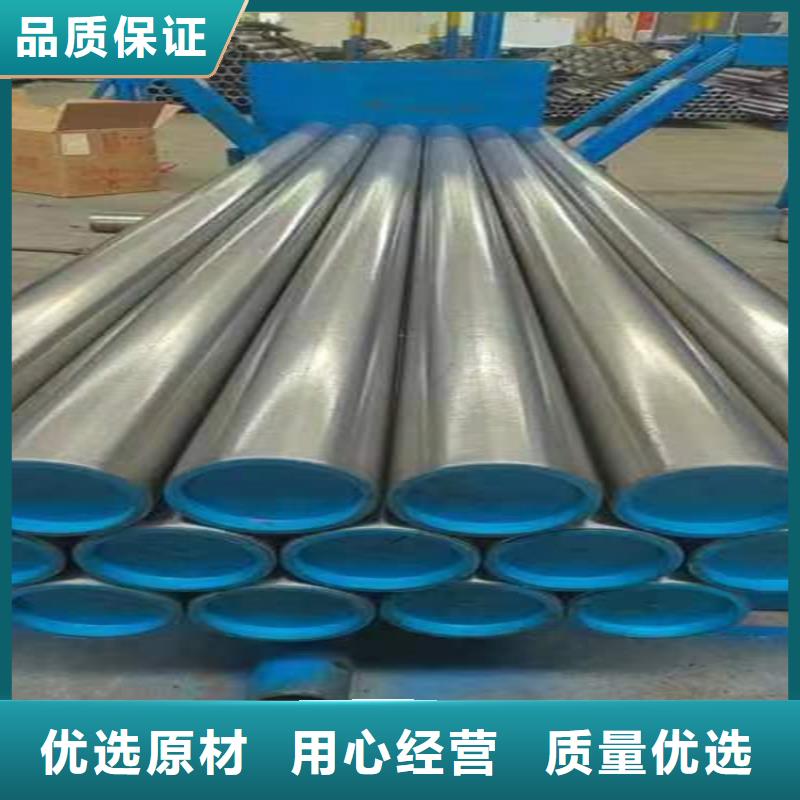
其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)珩磨管將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產品有局部替代冷軋板的趨向,無縫鋼管價格適中,深受廣大用戶喜愛。 冷拔鋼管用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,因此沖壓性能將惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設置有退 火線。軋硬卷重一般在6~13.5噸,鋼卷內徑為610mm。
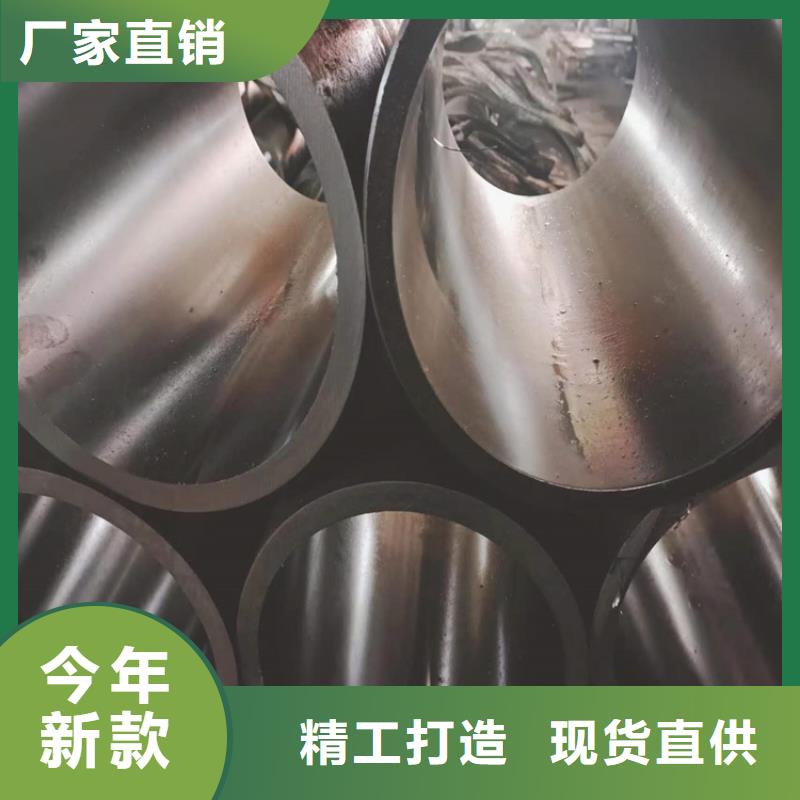
<西藏>九冶管業有限公司 西藏20#珩磨管 <西藏>九冶管業有限公司不僅如此,珩磨管的工藝要求海上救護很高的,尤其是一些中小型珩磨管的小孔,其圓柱度可達0.001毫米以內。而對于一些壁厚不均勻的零件,其圓度能達到0.002毫米。但是珩磨管一般只能提高被加工件的形狀精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要將庫存的珩磨管拿出來加以運用,那么在這之前必須對珩磨管進行適當的加工處理,而清洗則是其中基本的一項。具體的操作要求可以參考以下說明。珩磨管儲存的時間久了,其表面也會有污垢積存,因此在珩磨管使用之前一定要進行清洗。而清洗效果如何,除了與清洗方法有關之外,和珩磨管表面加工的狀況也有關系,因此洗刷的間隔時間也要根據實際情況來決定。但是一般來講,用于外部的珩磨管 每年洗刷兩次,不僅是為了得到優質的表面質量,也是為了延長珩磨管使用壽命,在實際應用中能發揮更好的作用。

