





鋼板卷管山特金屬有限公司有限公司位于孔孟之鄉、運河之都——山東聊城。是一家集工程機械整機、非標***設備、工裝治具、零部件、開發、生產與銷售的大型現代化工程機械有限公司。公司擁有強大的技術開發團隊,嚴格的生產管理條例以標準的流水線化的生產作業,公司現注冊人員200人,其中高級工程師6人,碩士研究生8人。公司視客戶為“衣食父母”,以“服務客戶,報效社會”為使命,以精湛技藝為客戶提供***服務;堅持以質興企,恪守“工匠”精神;堅守“商道酬信”的行為準則,形成了“誠信合力”的企業核心價值觀。公司守合同重信用在同行業中率先通過了質量/環境/管理體系認證,取得《ISO:9001質量管理體系》認證及 質量監督總局《特種設備制造許可證》,被認定為《 高新技術企業》。公司堅持“立足山東,面向全國,走向世界”的經營發展戰略,馳騁全國30個省、市、自治區,并走出***,遠銷印尼、越南、老撾、孟加拉國、泰國、哈薩克斯坦、吉爾吉斯斯坦、埃塞俄比亞、吉布提、剛果(金)、格魯吉亞、俄羅斯等20多個 ,與多個行業的幾家***大型企業建立了長期戰略合作關系,贏得良好的市場信譽。回顧過去,我們心潮澎湃;展望未來,我們信心倍增。凱信人將發揚“嚴格、踏實、上進、***”的企業精神,搶抓機遇,迎接挑戰,用心血和汗水,去克服前進道路上的重重困難,為實現公司“、有為、長青”的美好愿景和中華民族偉大復興的中國夢而努力奮斗!
鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
丁字焊接鋼管中含Ni時在酸性環境中耐蝕性強,在含有硫酸或者環境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強。在一般的環境下,只需在丁字焊接鋼管中添加Cr就可以防止發生侵蝕的現象。鋼帶邊緣狀況不佳是造成錯邊的另一重要原因。質量流量、熱流密度以及結構參數(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對立式螺旋管內飽和泡狀沸騰換熱系數的影響。 渦流探傷按GB/T7735-2004《卷管渦流探傷檢驗方法》標準執行.渦流探傷方法是將頭固定在機架上探傷與焊縫保持3~5mm距離靠鋼管的快運動對焊縫進行的掃查探傷信號經渦流探傷儀的自動處理和自動分選達到探傷的目的.探傷后的焊管用飛鋸按規定長度切斷經翻轉架下線.鋼管兩端應平頭倒角打印標記成品管用六角形捆扎包裝后出廠.
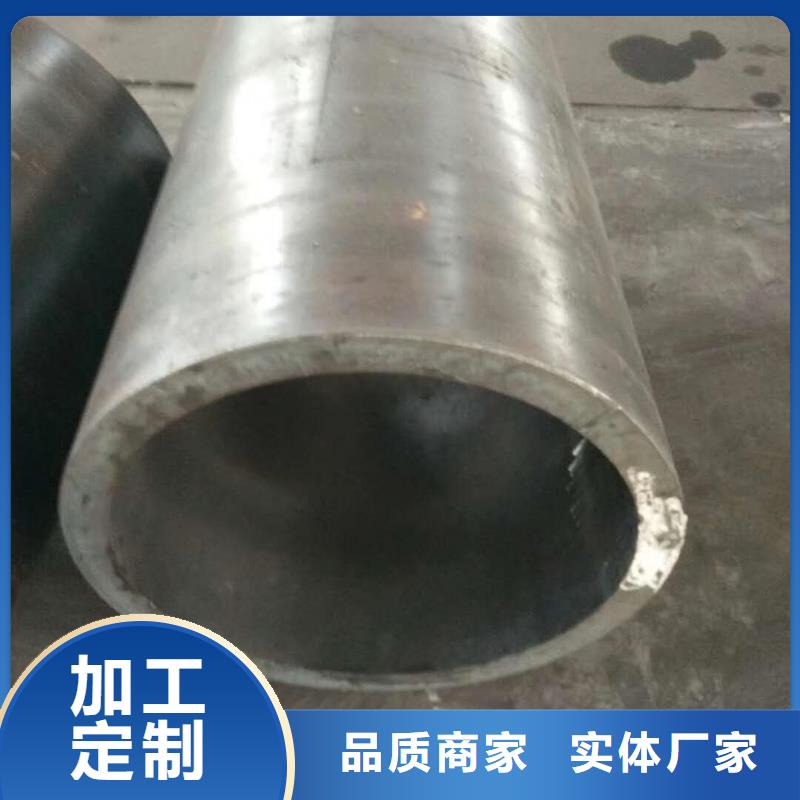
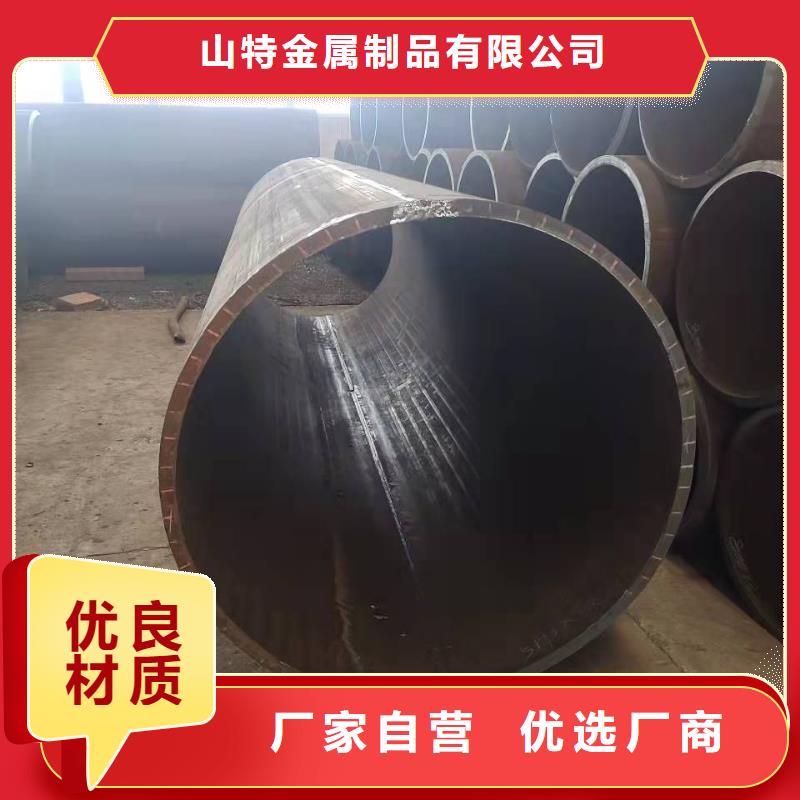
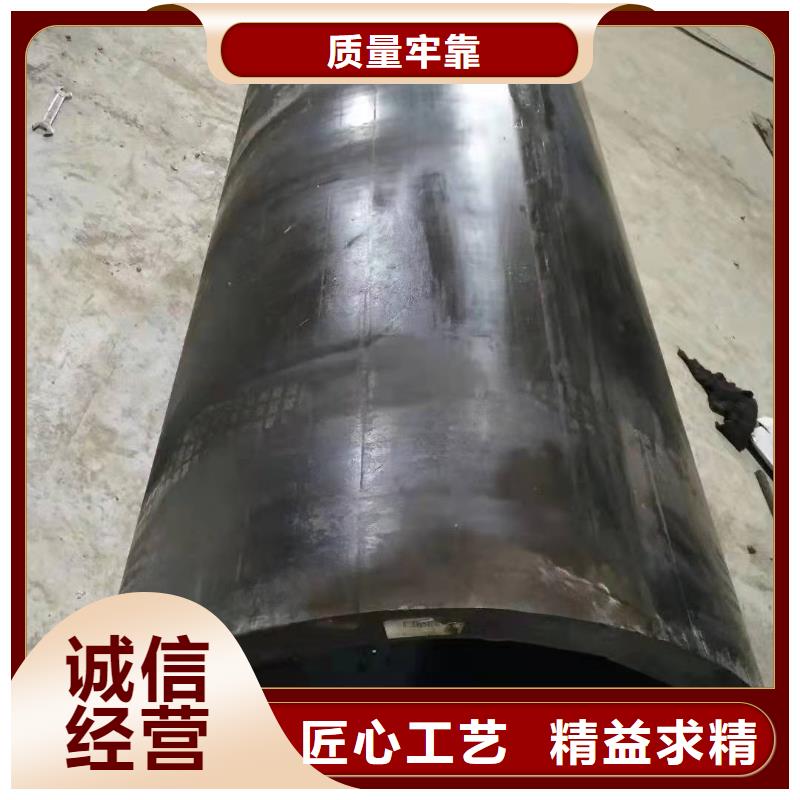
焊接鋼板卷管是由卷成管形的鋼板
優點?
1可以生產形狀復雜的零件,尤其復雜內腔的毛坯(如暖氣)?
2適應性廣,工業常用的金屬材料均可鑄造。 幾克~幾百噸。?
3原材料來源廣泛。價格低廉。 廢鋼,廢件,切屑 4鑄件的形狀尺寸與零件非常接近,減少切削量,屬少無切削加工。
鋼板卷管鋼板卷筒殼電注作品圖片附件預覽71卷筒殼電機71卷筒殼電機分解圖71卷筒殼電機裝配體71卷筒殼電機四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請等待或重新刷新本頁面!圖紙簡介該電機為71機座號立式大法蘭安裝方式電機,出軸配皮帶專用,該圖紙按現有生產產品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數可編輯。發布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風幣可否編輯:可進行編輯,含參數下載地址(所需金額:20沐風幣)立即下載(10.99MB)已有人關注
