18330990691




更新時間:2025-06-25 10:00:00 ip歸屬地:西藏,天氣:多云轉晴,溫度:10-24 瀏覽次數:1 公司名稱:邢臺 新普機械制造廠(西藏分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 3800/臺 |
| 發(fā)貨期限 | 1-2 |
| 供貨總量 | 500 |
| 運費說明 | 包郵 |
| 范圍 | 二次結構輸送泵生產基地位于【邢臺】,供應范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市等區(qū)域。 |





新普機械制造廠
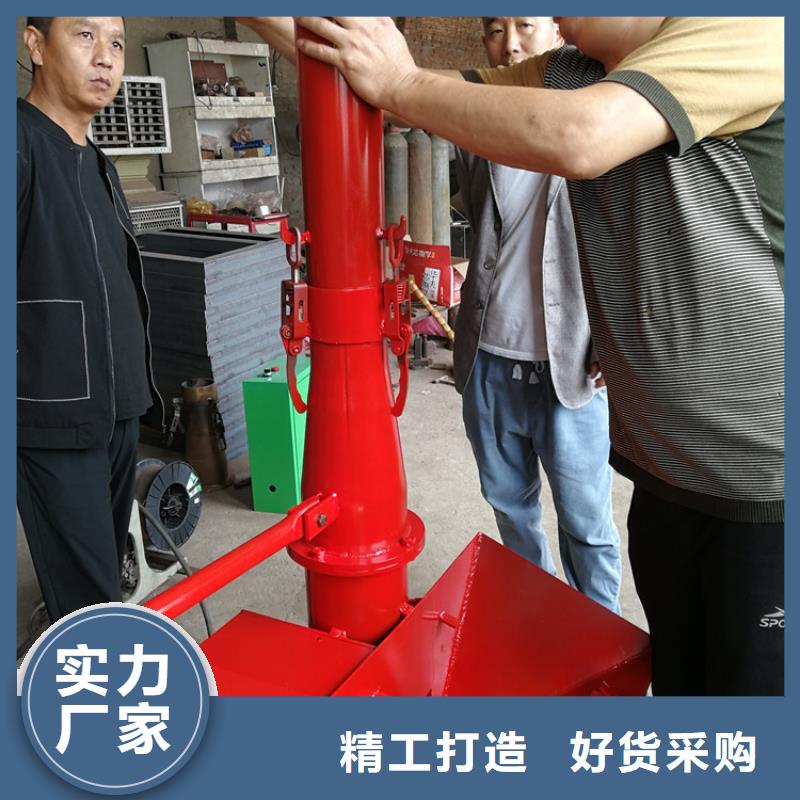
西藏二次結構輸送泵
 新普機械制造廠
西藏二次結構輸送泵
二構造柱澆注*泵,微型混凝土泵的研制,解決了某些特殊工況下的混凝土難以泵送的問題,從而提高了施工的進度,降低了勞動的強度,減少了施工過程中對人工成本的投入。性能特點:★采用S管形式分配閥,滿足小骨料混凝土、砂漿的泵送★主油泵采用變形柱塞泵,使用**,壓力強。★液壓系統采用獨立的三回路控制、可靠性高★眼鏡板和切割環(huán)采用音質和金、**、壽命長★泵送機構采用雙缸活塞式,性能**,連續(xù)性好構造柱澆筑*泵,是我公司少見研制的新型產品,是目前國內較小的混凝土輸送泵。
此泵機主要是針對一些特殊的施工工況或者狹窄空間施工條件受設備大小的局限而造成施工不便或難以完成施工進度而精心設計高科技產品。細石混凝土澆筑泵高配置液壓細石泵新型二次構造柱上料機新型二次構造柱泵、二次構造柱澆注*設備優(yōu)點如下:(1)泵機的使用功率非常小,只有11kw,在無電源的情況下只需配一臺較小型的發(fā)電機即可工作。(2)是國內體積較小的混凝土輸送泵,是許多狹窄施工環(huán)境的一選擇。(3)泵機重量輕,移動方便。(4)泵機配置高,全液壓操作,性能穩(wěn)定,結構緊湊,故障率低,壽命長。(5)泵機價格實惠,有微型砂漿泵,微型細石混凝土泵,微型混凝土泵三種配置供客戶選擇。(6)采用活塞結構自動空壓技術,工作壓力大,泵送距離遠,泵送高度高。
二構造柱澆注*泵pk傳統灌注施工工藝:1、一臺構造柱施工設備的施工工作量為200根/天(每根柱子按0.18立方),相當于48人灌注工人的工作量。經比較構造柱施工設備可縮短灌注工程90%的施工工作周期,并且每日可節(jié)省幾千元的人工工資。2、構造柱施工設備一人操作就可開工,但傳統的灌注施工工作強度大,因此要時刻面臨缺工施工,招聘困難等問題。的品質、的服務,讓購機成為一種享受主要用于建筑二次構造輸送細石砂漿所用,也可以用作純砂漿的輸送,該泵具有壓力大,噪音低,操作簡易,體積輕便,等特點。可以說該泵用途非常廣泛,不**于二次構造使用購買須知:1:用戶可隨時來我公司參觀*試機滿意再訂貨2:沒有時間不方便試機用戶,可支付少許定金我們將貨物送到您的所在地,收到貨物后可盡快試用,如有不滿意的地方或者其他問題及時聯系我們,我們有專門的技術人員為您解決一切問題!3:本產品提供一年*質保,終身有償保修服務,質保期內有質量問題引發(fā)的故障零配件*保修,*過質保期的配件成本價保修,5:我們與全國各大物流公司合作,各地均可貨到付款,讓你購物低風險關于物流快遞說明:1:凡德邦物流在您所在地有網點,一律發(fā)德邦,您可以短信,電話,網絡全程跟蹤您的貨物,*時間**到您的定貨!2:我們與全國各大物流公司合作,全國各地級市可享受貨到付款業(yè)務。讓您購機低風險3:本店為方便買家領取快遞,尚未固定發(fā)貨的快遞公司,買家可以根據自身情況選擇快遞公司,我們都會盡量發(fā)相應的快遞。請在下單前與客服聯系商定發(fā)貨的快遞公司和費用。為*您所購買的物品能夠及時發(fā)出,如有特殊情況需由其他物流公司代發(fā),請聯系我們客服人員4:收到貨物帶身份證取貨檢查貨物是否完整有破損有遺漏等問題確認無誤再簽收整機重量:1200(kg);外形尺寸:3500*1500*1200(mm);攪拌軸轉速:30(r/min);拌筒轉速:50(min);攪拌功率:37(kw);電機功率:37(kw);骨料較大粒徑:20(mm);料斗速度:10(m/min);額定出料容量:100(m3);額定進料容量:100(m3);混凝土較大出口壓力:20(Mpa);混凝土理論輸送量:150(m3/h);混凝土機械類型:混凝土輸送泵;型號:ZL25/40;**:新普;
歡迎來到邢臺新普機械廠網站,
聯系電話是聯系手機是河北任縣任縣工業(yè)區(qū)主要經營混凝土機械木工機械食品機械。
我司主要供應:sKeys等,我們的產品質量優(yōu)等,種類齊全,銷售范圍廣,我們的服務客戶滿意;如果您對我公司的產品有興趣,請在線留言或者來電咨詢。
新普機械制造廠
西藏二次結構輸送泵
二構造柱澆注*泵,微型混凝土泵的研制,解決了某些特殊工況下的混凝土難以泵送的問題,從而提高了施工的進度,降低了勞動的強度,減少了施工過程中對人工成本的投入。性能特點:★采用S管形式分配閥,滿足小骨料混凝土、砂漿的泵送★主油泵采用變形柱塞泵,使用**,壓力強。★液壓系統采用獨立的三回路控制、可靠性高★眼鏡板和切割環(huán)采用音質和金、**、壽命長★泵送機構采用雙缸活塞式,性能**,連續(xù)性好構造柱澆筑*泵,是我公司少見研制的新型產品,是目前國內較小的混凝土輸送泵。
此泵機主要是針對一些特殊的施工工況或者狹窄空間施工條件受設備大小的局限而造成施工不便或難以完成施工進度而精心設計高科技產品。細石混凝土澆筑泵高配置液壓細石泵新型二次構造柱上料機新型二次構造柱泵、二次構造柱澆注*設備優(yōu)點如下:(1)泵機的使用功率非常小,只有11kw,在無電源的情況下只需配一臺較小型的發(fā)電機即可工作。(2)是國內體積較小的混凝土輸送泵,是許多狹窄施工環(huán)境的一選擇。(3)泵機重量輕,移動方便。(4)泵機配置高,全液壓操作,性能穩(wěn)定,結構緊湊,故障率低,壽命長。(5)泵機價格實惠,有微型砂漿泵,微型細石混凝土泵,微型混凝土泵三種配置供客戶選擇。(6)采用活塞結構自動空壓技術,工作壓力大,泵送距離遠,泵送高度高。
二構造柱澆注*泵pk傳統灌注施工工藝:1、一臺構造柱施工設備的施工工作量為200根/天(每根柱子按0.18立方),相當于48人灌注工人的工作量。經比較構造柱施工設備可縮短灌注工程90%的施工工作周期,并且每日可節(jié)省幾千元的人工工資。2、構造柱施工設備一人操作就可開工,但傳統的灌注施工工作強度大,因此要時刻面臨缺工施工,招聘困難等問題。的品質、的服務,讓購機成為一種享受主要用于建筑二次構造輸送細石砂漿所用,也可以用作純砂漿的輸送,該泵具有壓力大,噪音低,操作簡易,體積輕便,等特點。可以說該泵用途非常廣泛,不**于二次構造使用購買須知:1:用戶可隨時來我公司參觀*試機滿意再訂貨2:沒有時間不方便試機用戶,可支付少許定金我們將貨物送到您的所在地,收到貨物后可盡快試用,如有不滿意的地方或者其他問題及時聯系我們,我們有專門的技術人員為您解決一切問題!3:本產品提供一年*質保,終身有償保修服務,質保期內有質量問題引發(fā)的故障零配件*保修,*過質保期的配件成本價保修,5:我們與全國各大物流公司合作,各地均可貨到付款,讓你購物低風險關于物流快遞說明:1:凡德邦物流在您所在地有網點,一律發(fā)德邦,您可以短信,電話,網絡全程跟蹤您的貨物,*時間**到您的定貨!2:我們與全國各大物流公司合作,全國各地級市可享受貨到付款業(yè)務。讓您購機低風險3:本店為方便買家領取快遞,尚未固定發(fā)貨的快遞公司,買家可以根據自身情況選擇快遞公司,我們都會盡量發(fā)相應的快遞。請在下單前與客服聯系商定發(fā)貨的快遞公司和費用。為*您所購買的物品能夠及時發(fā)出,如有特殊情況需由其他物流公司代發(fā),請聯系我們客服人員4:收到貨物帶身份證取貨檢查貨物是否完整有破損有遺漏等問題確認無誤再簽收整機重量:1200(kg);外形尺寸:3500*1500*1200(mm);攪拌軸轉速:30(r/min);拌筒轉速:50(min);攪拌功率:37(kw);電機功率:37(kw);骨料較大粒徑:20(mm);料斗速度:10(m/min);額定出料容量:100(m3);額定進料容量:100(m3);混凝土較大出口壓力:20(Mpa);混凝土理論輸送量:150(m3/h);混凝土機械類型:混凝土輸送泵;型號:ZL25/40;**:新普;
歡迎來到邢臺新普機械廠網站,
聯系電話是聯系手機是河北任縣任縣工業(yè)區(qū)主要經營混凝土機械木工機械食品機械。
我司主要供應:sKeys等,我們的產品質量優(yōu)等,種類齊全,銷售范圍廣,我們的服務客戶滿意;如果您對我公司的產品有興趣,請在線留言或者來電咨詢。
 業(yè)主版分析報告的作用:
1、幫助您分析招標單位的項目規(guī)模趨勢和預算節(jié)約率,為企業(yè)開發(fā)客戶、投標報價提供參考,讓投標更有針對性;
2、幫助您分析招標單位的采購行業(yè)品類,幫助企業(yè)拓寬相關業(yè)務;
3、幫助您分析招標單位的主要合作供應商和合作代理機構,幫助企業(yè)了解同行競爭實力水平,結合供應商報告定位自身企業(yè)優(yōu)劣勢,找到更多商機;
4、幫助您分析招標單位的違規(guī)失信風險,提高自身風險防范能力。供應商分析報告的作用:
1、幫助您分析同行或者自身的中標金額趨勢、項目規(guī)模和報價下浮率,為企業(yè)投標、報價提供參考,讓投標決策更合理;
2、幫助您分析企業(yè)的招投標區(qū)域優(yōu)劣勢,揚長避短贏得更多市場機會;
3、幫助您分析企業(yè)的主要競爭對手、主要合作業(yè)主,從競爭對手、合作業(yè)主的優(yōu)劣勢比較中,找到自身企業(yè)優(yōu)勢和合作商機;
4、幫助您分析企業(yè)的信用風險記錄,為企業(yè)投訴,維護自身合法競爭權益提供參考線索。代理機構版分析報告的作用:
1、幫助您了解代理機構項目概況、業(yè)主發(fā)展趨勢、項目結構等基本情況,為招投標市場拓展提供參考;
2、幫助您了解代理機構的項目分布情況(包括采購系統和地區(qū)),分析目標企業(yè)的市場占比,尋找更多市場機會;
3、幫助您了解代理機構所代理的項目預算節(jié)約度,從而分析與目標企業(yè)的服務差距,優(yōu)化自身服務能力;
4、幫助您了解代理機構的重點客戶情況,幫助企業(yè)了解同行的合作情況,提高自身競爭力;
5、幫助您了解代理機構的各項經營風險,防范自身信用風險,提高風險防范能力。
業(yè)主版分析報告的作用:
1、幫助您分析招標單位的項目規(guī)模趨勢和預算節(jié)約率,為企業(yè)開發(fā)客戶、投標報價提供參考,讓投標更有針對性;
2、幫助您分析招標單位的采購行業(yè)品類,幫助企業(yè)拓寬相關業(yè)務;
3、幫助您分析招標單位的主要合作供應商和合作代理機構,幫助企業(yè)了解同行競爭實力水平,結合供應商報告定位自身企業(yè)優(yōu)劣勢,找到更多商機;
4、幫助您分析招標單位的違規(guī)失信風險,提高自身風險防范能力。供應商分析報告的作用:
1、幫助您分析同行或者自身的中標金額趨勢、項目規(guī)模和報價下浮率,為企業(yè)投標、報價提供參考,讓投標決策更合理;
2、幫助您分析企業(yè)的招投標區(qū)域優(yōu)劣勢,揚長避短贏得更多市場機會;
3、幫助您分析企業(yè)的主要競爭對手、主要合作業(yè)主,從競爭對手、合作業(yè)主的優(yōu)劣勢比較中,找到自身企業(yè)優(yōu)勢和合作商機;
4、幫助您分析企業(yè)的信用風險記錄,為企業(yè)投訴,維護自身合法競爭權益提供參考線索。代理機構版分析報告的作用:
1、幫助您了解代理機構項目概況、業(yè)主發(fā)展趨勢、項目結構等基本情況,為招投標市場拓展提供參考;
2、幫助您了解代理機構的項目分布情況(包括采購系統和地區(qū)),分析目標企業(yè)的市場占比,尋找更多市場機會;
3、幫助您了解代理機構所代理的項目預算節(jié)約度,從而分析與目標企業(yè)的服務差距,優(yōu)化自身服務能力;
4、幫助您了解代理機構的重點客戶情況,幫助企業(yè)了解同行的合作情況,提高自身競爭力;
5、幫助您了解代理機構的各項經營風險,防范自身信用風險,提高風險防范能力。
 1.本實用新型涉及一種上料機,尤其涉及一種機片殼自動上料機。
背景技術:
2.眾所周知,組裝設備是用于將多種構件組裝成成品或半成品的設備,廣泛地應用于各種組裝場合當中。
3.其中,對于將機片殼上料到組裝設備中而由組裝設備將該機片殼與其它構件組裝所要的產品來說,機片殼的上料離不開上料機的使用。
4.目前,現有的上料機是將操作人員手工擺放到上料位置的料盤中的機片殼抓走再放置于組裝設備中,當料盤上的機片殼被取完后,此時操作人員再將空的料盤取下再放上裝滿機片殼的料盤,這樣增加了操作人員的負擔,并影響到機片殼上料的速度;同時,由于上料機直接將料盤中的機片殼往組裝設備處轉送,故使得組裝設備處的機片殼存在擺放不準確的缺陷。
5.因此,急需要一種存物多、節(jié)省人工和確保上料準確性的機片殼自動上料機來克服上述的缺陷。
技術實現要素:
6.本實用新型的目的在于提供一種存物多、節(jié)省人工和確保上料準確性的機片殼自動上料機。
7.為了實現上述目的,本實用新型的機片殼自動上料機適用對機片殼定位和上料,包括框架、取放機械手、定位模座、直線移載裝置及用于承載批量料盤的料盤上料裝置。所述料盤上料裝置安裝于所述框架并使批量料盤沿所述框架的z軸方向向上上料,所述取放機械手安裝于所述框架并位于所述料盤上料裝置的對應上方;所述直線移載裝置沿所述框架的x軸方向位于所述料盤上料裝置的旁邊并安裝于所述框架,所述定位模座安裝于所述直線移載裝置的輸出端,所述定位模座的頂部開設有用于收容并定位所述機片殼的收容定位腔,所述直線移載裝置驅使所述定位模座沿所述框架的x軸方向于一接料位置與一上料拉置之間滑移切換;所述定位模座在切換至所述接料位置時靠近所述料盤上料裝置,所述定位模座在切換至所述上料位置時遠離所述料盤上料裝置,所述取放機械手將所述料盤上料裝置所輸送來的料盤中的機片殼轉移至處于所述接料位置的定位模座的收容定位腔中。
8.較佳地,所述框架為方形框架并從四周包圍所述取放機械手、料盤上料裝置和直線移載裝置,所述框架的側壁開設有側向開口,所述直線移載裝置還沿遠離所述料盤上料裝置的方向伸出所述側向開口,所述定位模座在切換至所述接料位置時從所述側向開口滑入所述框架,所述定位模座在切換至所述上料位置時從所述側向開口滑出所述框架。
9.較佳地,所述框架相對的第二側壁開設有供所述取放機械手將空的料盤掉出所述框架的第二側向開口。
10.較佳地,本實用新型的機片殼自動上料機還包括旋轉驅動器,所述旋轉驅動器安裝于所述直線移載裝置的輸出端,所述旋轉驅動器的輸出端朝上布置,所述定位模座安裝于所述旋轉驅動器的輸出端。
11.較佳地,所述收容定位腔為一個或多個,所述多個收容定位腔在所述定位模座上呈對稱布置。
12.較佳地,本實用新型的機片殼自動上料機還包括伸縮驅動器,所述伸縮驅動器安裝于所述直線移載裝置的輸出端并位于所述旋轉驅轉器的旁邊,所述伸縮驅動器的伸縮端朝上布置,所述定位模座開設有匹配所述伸縮驅動器之伸縮端的槽孔結構,所述旋轉驅動器驅使所述定位模座旋轉而使所述槽孔結構選擇性地與所述伸縮驅動器的伸縮端相對齊。
13.較佳地,所述槽孔結構為兩個且沿所述定位模座的旋轉方向相隔開,每個所述槽孔結構對應有一個所述伸縮驅動器的伸縮端,所述槽孔結構在所述旋轉驅動器驅使所述定位模座旋轉至與所述直線移載裝置相平行時與所述伸縮驅動器的伸縮端對齊。
14.較佳地,所述料盤上料裝置至少為兩個且沿所述框架的x軸方向排列。
15.較佳地,所述料盤上料裝置包含料盤托架、升降電機、升降絲桿及升降絲母,所述料盤托架沿所述框架的z軸方向滑設于所述框架,所述升降絲桿沿所述框架的z軸方向布置并可轉動地裝配于所述框架,所述升降絲母可沿所述框架的z軸方向滑移地套裝于所述升降絲桿,所述升降絲母還與所述料盤托架固定連接,所述升降電機位于所述料盤托架的下方,所述升降電機安裝于所述框架并驅使所述升降絲桿旋轉。
16.較佳地,所述取放機械手包含xy軸移載模組、料盤取放裝置及機片殼取放裝置,所述xy軸移載模組安裝于所述框架,所述料盤取放裝置和機片殼取放裝置同時安裝于所述xy軸移載模組的輸出端,由所述xy軸移載模組驅使所述料盤取放裝置和機片殼取放裝置一起沿所述框架的x軸方向和y軸方向平移。
17.與現有技術相比,借助料盤上料裝置,實現料盤批量上料以達到機片殼存量多的目的;借助取放機械手,用于將料盤上料裝置所輸送來的料盤中的機片殼轉移至處于接料位置的定位模座的定位收容腔中,使得機片殼于定位模座上進行二次定位,再由直線移載裝置驅使定位模座切換至上料位置,便于外界機械手將二次定位后的機片殼準確地轉送至后續(xù)的組裝設備處;當上方的一個料盤中的機片殼被全部取出后,由取放機械手將空的料盤轉送,以確保機片殼繼續(xù)上料;因此,本實用新型的機片殼自動上料機具有存物多、節(jié)省人工和確保上料準確性的優(yōu)點。
附圖說明
18.圖1是本實用新型的機片殼自動上料機在定位模座切換至接料位置時的立體結構示意圖。
19.圖2是本實用新型的機片殼自動上料機在定位模座切換至上料位置時的立體結構示意圖。
20.圖3是本實用新型的機片殼自動上料機中的取放機械手的立體結構示意圖。
21.圖4是本實用新型的機片殼自動上料機中的料盤上料裝置安裝于部分框架并顯示出料盤和機片殼的立體結構示意圖。
22.圖5是圖4在另一角度時的立體結構示意圖。
23.圖6是本實用新型的機片殼自動上料機中的定位模座、旋轉驅動器、直線移載裝置及伸縮驅動器裝配在一起且在定位模座旋轉至與直線移載裝置相垂直和顯示出機片殼的立體結構示意圖。
24.圖7是圖6所示在定位模座旋轉至與直線移載裝置相平行時的立體結構示意圖。
25.圖8是圖7所示在定位模座切換至上料位置時的立體結構示意圖。
具體實施方式
26.下面結合給出的說明書附圖對本實用新型的較佳實施例作出描述。
27.請參閱圖1和圖2,本實用新型的機片殼自動上料機100適用對機片殼210定位和上料,包括框架10、取放機械手20、定位模座30、直線移載裝置40及用于承載批量料盤220的料盤上料裝置50。料盤上料裝置50安裝于框架10并使批量料盤220沿框架10的z軸方向向上上料,以便于操作人員將批量料盤220從框架10的較低位置放入料盤上料裝置50處。取放機械手20安裝于框架10,由框架10對取放機械手20提供支撐和固定安裝的場所;取放機械手20位于料盤上料裝置50的對應上方,以便于取放機械手20從上方取走料盤上料裝置50所輸送來的料盤220中的機片殼210。直線移載裝置40沿框架10的x軸方向位于料盤上料裝置50的旁邊,使得直線移載裝置40與料盤上料裝置50之間更緊湊;直線移載裝置40安裝于框架10,由框架10對直線移載裝置40提供支撐和固定安裝的場所。定位模座30安裝于直線移載裝置40的輸出端41,定位模座30的頂部開設有用于收容并定位機片殼210的收容定位腔31,直線移載裝置40驅使定位模座30沿框架10的x軸方向于一接料位置(見圖1)與一上料拉置(見圖2)之間滑移切換;定位模座30在切換至接料位置時靠近料盤上料裝置50,定位模座30在切換至上料位置時遠離料盤上料裝置50。取放機械手20將料盤上料裝置50所輸送來的料盤220中的機片殼210轉移至處于接料位置的定位模座30的收容定位腔31中,以實現對機片殼210的二次定位的目的。具體地,在圖1和圖2中,框架10為方形框架并從四周包圍取放機械手20、料盤上料裝置50和直線移載裝置40,以防止外界對本實用新型的機片殼自動上料機100的干擾;框架10的側壁開設有側向開口11,直線移載裝置40還沿遠離料盤上料裝置50的方向伸出側向開口11,定位模座30在切換至接料位置時從側向開口11滑入框架10,定位模座30在切換至上料位置時從側向開口11滑出框架10,這樣設計使得定位模座30更好地匹配取放機械手20和外界機械手,使得取放機械手20可靠地將機片殼210移轉至處于接料位置時的定位模座30,以及使得外界機械手可靠地將處于上料位置時的定位模座30上的機片殼210取走,避免框架10對外界機械手的造成障礙;另,框架10相對的第二側壁開設有供取放機械手20將空的料盤220掉出框架10的第二側向開口12,這樣設計使得空的料盤220下料方向和機片殼210的上料方向相反且互不干擾。更具體地,如下:
28.如圖1和圖2,以及圖6至圖8所示,本實用新型的機片殼自動上料機100還包括旋轉驅動器60,旋轉驅動器60安裝于直線移載裝置40的輸出端41,旋轉驅動器60的輸出端朝上布置,定位模座30安裝于旋轉驅動器60的輸出端,以使得定位模座30通過旋轉驅動器60而間接地安裝于直線移載裝置40的輸出端41,還借助旋轉驅動器60而使得定位模座30能相對直線移載裝置40進行角度調整,以更好地接料和上料的目的。具體地,在圖6至圖8中,收容定位腔31為兩個,兩個收容定位腔31在定位模座30上呈對稱布置,以使得定位模座30能收容并定位兩個機片殼210,當然,根據實際需要,收容定位腔31的數量還可以為一個或三個
不等,故不以此為限。舉例而言,在圖6至圖8中,旋轉驅動器60為旋轉氣缸或旋轉油缸,以快速地使定位模座30于兩極限位置之間旋轉切換,例如與直線移載裝置40相平行的極限位置和與直線移載裝置40相垂直的極限位置,當然,根據實際需要,旋轉驅動器60還可以為旋轉電機,故不以上述說明為限。需要說明的是,直線移載裝置40的具體結構為本領域所熟知的,例如采用電機、絲桿、絲母及用于形成輸出端41的移載座的組成,或者采用電機、主帶輪、從帶輪、皮帶及用于形成輸出端41的移載座的組成,它們的關系是本領域所熟知的,故在此不再詳細。另,當將旋轉驅動器60刪除時,此時的定位模座30直接地安裝于直線移載裝置40的輸出端41。
29.如圖6至圖8所示,本實用新型的機片殼自動上料機100還包括伸縮驅動器70,伸縮驅動器70安裝于直線移載裝置40的輸出端41并位于旋轉驅轉器60的旁邊,伸縮驅動器70的伸縮端71朝上布置,定位模座30開設有匹配伸縮驅動器70之伸縮端71的槽孔結構32,旋轉驅動器60驅使定位模座30旋轉而使槽孔結構32選擇性地與伸縮驅動器70的伸縮端71相對齊,由伸縮驅動器70可鎖定此狀態(tài)的定位模座30,從而確保定位模座30位置的可靠性。具體地,在圖6至圖8中,槽孔結構32為兩個且沿定位模座30的旋轉方向相隔開,每個槽孔結構32對應有一個伸縮驅動器70的伸縮端71,槽孔結構32在旋轉驅動器60驅使定位模座30旋轉至與直線移載裝置40相平行時與伸縮驅動器70的伸縮端71對齊,從而使得伸縮驅動器70可將與直線移載裝置40平行狀態(tài)的定位模座30進行鎖定。舉例而言,伸縮驅動器70為伸縮氣缸或伸縮油缸,但不以此為限。
30.如圖1、圖2、圖4及圖5所示,料盤上料裝置50為兩個且沿框架10的x軸方向排列,以增加機片殼210的存儲量,當然,根據實際需要,料盤上料裝置50的數量還可為一個或三個不等。具體地,在圖4和圖5中,料盤上料裝置50包含料盤托架51、升降電機52、升降絲桿53及升降絲母54;料盤托架51沿框架10的z軸方向滑設于框架10,由框架10為料盤托架51提供支撐和固定安裝的場所;升降絲桿53沿框架10的z軸方向布置并可轉動地裝配于框架10,由框架10為升降絲桿53提供支撐和固定安裝的場合,還允許升降絲桿53相對框架10旋轉;升降絲母54可沿框架10的z軸方向滑移地套裝于升降絲桿53,升降絲母54還與料盤托架51固定連接,使得料盤托架51與升降絲母54固成一體而一起升降;升降電機52位于料盤托架51的下方,升降電機52安裝于框架10,由框架10為升降電機52提供支撐和固定安裝的場所,升降電機52驅使升降絲桿53旋轉,故在升降絲桿53的旋轉過程中,帶動升降絲母54和料盤托架51一起沿升降絲桿53做升降滑移,以滿足將料盤220向上上料的目的。舉例而言,在圖4和圖5中,升降電機52是間接地驅使升降絲桿53旋轉,例如升降電機52采用帶傳動、鏈傳動或齒輪傳動去驅使升降絲桿53旋轉,當然也可以直接驅使升降絲桿53旋轉,故不以此為限。
31.如圖3所示,取放機械手20包含xy軸移載模組21、料盤取放裝置22及機片殼取放裝置23。xy軸移載模組21安裝于框架10,由框架10為xy軸移載模組21提供支撐和固定安裝的場所;料盤取放裝置22和機片殼取放裝置23同時安裝于xy軸移載模組21的輸出端,由xy軸移載模組21驅使料盤取放裝置22和機片殼取放裝置23一起沿框架10的x軸方向和y軸方向平移;以滿足機片殼取放裝置23取放機片殼210及料盤取放裝置22取放空的料盤220運動要求。具體地,xy軸移載模組21是包含彼此組裝在一起的x軸移載模組21a和y軸移載模組21b,x軸移載模組21a和y軸移載模組21b中的一者安裝于框架10,而料盤取放裝置22和機片殼取放裝置23同時安裝于x軸移載模組21a和y軸移載模組21b中的另一者。舉例而言,x軸移載模
組21a和y軸移載模組21b各可由電機、絲桿、絲母和平移座構成,或者,可由電機、主帶輪、從帶輪、套設于主帶輪和從帶輪的皮帶及平移座構成,但它們關系是本領域所熟知的,故在此不再贅述;另,料盤取放裝置22及機片殼取放裝置23采用真空吸附方式進行取放作動。
32.與現有技術相比,借助料盤上料裝置50,實現料盤220批量上料以達到機片殼210存量多的目的;借助取放機械手20,用于將料盤上料裝置50所輸送來的料盤220中的機片殼210轉移至處于接料位置的定位模座30的定位收容腔31中,使得機片殼210于定位模座30上進行二次定位,再由直線移載裝置40驅使定位模座30切換至上料位置,便于外界機械手將二次定位后的機片殼210準確地轉送至后續(xù)的組裝設備處;當上方的一個料盤220中的機片殼210被全部取出后,由取放機械手20將空的料盤220轉送,以確保機片殼210繼續(xù)上料;因此,本實用新型的機片殼自動上料機100具有存物多、節(jié)省人工和確保上料準確性的優(yōu)點。
33.以上所揭露的僅為本實用新型的較佳實例而已,其作用是方便本領域的技術人員理解并據以實施,當然不能以此來限定本實用新型之權利范圍,因此依本實用新型申請范圍所作的等同變化,仍屬于本實用新型所涵蓋的范圍。
1.本實用新型涉及一種上料機,尤其涉及一種機片殼自動上料機。
背景技術:
2.眾所周知,組裝設備是用于將多種構件組裝成成品或半成品的設備,廣泛地應用于各種組裝場合當中。
3.其中,對于將機片殼上料到組裝設備中而由組裝設備將該機片殼與其它構件組裝所要的產品來說,機片殼的上料離不開上料機的使用。
4.目前,現有的上料機是將操作人員手工擺放到上料位置的料盤中的機片殼抓走再放置于組裝設備中,當料盤上的機片殼被取完后,此時操作人員再將空的料盤取下再放上裝滿機片殼的料盤,這樣增加了操作人員的負擔,并影響到機片殼上料的速度;同時,由于上料機直接將料盤中的機片殼往組裝設備處轉送,故使得組裝設備處的機片殼存在擺放不準確的缺陷。
5.因此,急需要一種存物多、節(jié)省人工和確保上料準確性的機片殼自動上料機來克服上述的缺陷。
技術實現要素:
6.本實用新型的目的在于提供一種存物多、節(jié)省人工和確保上料準確性的機片殼自動上料機。
7.為了實現上述目的,本實用新型的機片殼自動上料機適用對機片殼定位和上料,包括框架、取放機械手、定位模座、直線移載裝置及用于承載批量料盤的料盤上料裝置。所述料盤上料裝置安裝于所述框架并使批量料盤沿所述框架的z軸方向向上上料,所述取放機械手安裝于所述框架并位于所述料盤上料裝置的對應上方;所述直線移載裝置沿所述框架的x軸方向位于所述料盤上料裝置的旁邊并安裝于所述框架,所述定位模座安裝于所述直線移載裝置的輸出端,所述定位模座的頂部開設有用于收容并定位所述機片殼的收容定位腔,所述直線移載裝置驅使所述定位模座沿所述框架的x軸方向于一接料位置與一上料拉置之間滑移切換;所述定位模座在切換至所述接料位置時靠近所述料盤上料裝置,所述定位模座在切換至所述上料位置時遠離所述料盤上料裝置,所述取放機械手將所述料盤上料裝置所輸送來的料盤中的機片殼轉移至處于所述接料位置的定位模座的收容定位腔中。
8.較佳地,所述框架為方形框架并從四周包圍所述取放機械手、料盤上料裝置和直線移載裝置,所述框架的側壁開設有側向開口,所述直線移載裝置還沿遠離所述料盤上料裝置的方向伸出所述側向開口,所述定位模座在切換至所述接料位置時從所述側向開口滑入所述框架,所述定位模座在切換至所述上料位置時從所述側向開口滑出所述框架。
9.較佳地,所述框架相對的第二側壁開設有供所述取放機械手將空的料盤掉出所述框架的第二側向開口。
10.較佳地,本實用新型的機片殼自動上料機還包括旋轉驅動器,所述旋轉驅動器安裝于所述直線移載裝置的輸出端,所述旋轉驅動器的輸出端朝上布置,所述定位模座安裝于所述旋轉驅動器的輸出端。
11.較佳地,所述收容定位腔為一個或多個,所述多個收容定位腔在所述定位模座上呈對稱布置。
12.較佳地,本實用新型的機片殼自動上料機還包括伸縮驅動器,所述伸縮驅動器安裝于所述直線移載裝置的輸出端并位于所述旋轉驅轉器的旁邊,所述伸縮驅動器的伸縮端朝上布置,所述定位模座開設有匹配所述伸縮驅動器之伸縮端的槽孔結構,所述旋轉驅動器驅使所述定位模座旋轉而使所述槽孔結構選擇性地與所述伸縮驅動器的伸縮端相對齊。
13.較佳地,所述槽孔結構為兩個且沿所述定位模座的旋轉方向相隔開,每個所述槽孔結構對應有一個所述伸縮驅動器的伸縮端,所述槽孔結構在所述旋轉驅動器驅使所述定位模座旋轉至與所述直線移載裝置相平行時與所述伸縮驅動器的伸縮端對齊。
14.較佳地,所述料盤上料裝置至少為兩個且沿所述框架的x軸方向排列。
15.較佳地,所述料盤上料裝置包含料盤托架、升降電機、升降絲桿及升降絲母,所述料盤托架沿所述框架的z軸方向滑設于所述框架,所述升降絲桿沿所述框架的z軸方向布置并可轉動地裝配于所述框架,所述升降絲母可沿所述框架的z軸方向滑移地套裝于所述升降絲桿,所述升降絲母還與所述料盤托架固定連接,所述升降電機位于所述料盤托架的下方,所述升降電機安裝于所述框架并驅使所述升降絲桿旋轉。
16.較佳地,所述取放機械手包含xy軸移載模組、料盤取放裝置及機片殼取放裝置,所述xy軸移載模組安裝于所述框架,所述料盤取放裝置和機片殼取放裝置同時安裝于所述xy軸移載模組的輸出端,由所述xy軸移載模組驅使所述料盤取放裝置和機片殼取放裝置一起沿所述框架的x軸方向和y軸方向平移。
17.與現有技術相比,借助料盤上料裝置,實現料盤批量上料以達到機片殼存量多的目的;借助取放機械手,用于將料盤上料裝置所輸送來的料盤中的機片殼轉移至處于接料位置的定位模座的定位收容腔中,使得機片殼于定位模座上進行二次定位,再由直線移載裝置驅使定位模座切換至上料位置,便于外界機械手將二次定位后的機片殼準確地轉送至后續(xù)的組裝設備處;當上方的一個料盤中的機片殼被全部取出后,由取放機械手將空的料盤轉送,以確保機片殼繼續(xù)上料;因此,本實用新型的機片殼自動上料機具有存物多、節(jié)省人工和確保上料準確性的優(yōu)點。
附圖說明
18.圖1是本實用新型的機片殼自動上料機在定位模座切換至接料位置時的立體結構示意圖。
19.圖2是本實用新型的機片殼自動上料機在定位模座切換至上料位置時的立體結構示意圖。
20.圖3是本實用新型的機片殼自動上料機中的取放機械手的立體結構示意圖。
21.圖4是本實用新型的機片殼自動上料機中的料盤上料裝置安裝于部分框架并顯示出料盤和機片殼的立體結構示意圖。
22.圖5是圖4在另一角度時的立體結構示意圖。
23.圖6是本實用新型的機片殼自動上料機中的定位模座、旋轉驅動器、直線移載裝置及伸縮驅動器裝配在一起且在定位模座旋轉至與直線移載裝置相垂直和顯示出機片殼的立體結構示意圖。
24.圖7是圖6所示在定位模座旋轉至與直線移載裝置相平行時的立體結構示意圖。
25.圖8是圖7所示在定位模座切換至上料位置時的立體結構示意圖。
具體實施方式
26.下面結合給出的說明書附圖對本實用新型的較佳實施例作出描述。
27.請參閱圖1和圖2,本實用新型的機片殼自動上料機100適用對機片殼210定位和上料,包括框架10、取放機械手20、定位模座30、直線移載裝置40及用于承載批量料盤220的料盤上料裝置50。料盤上料裝置50安裝于框架10并使批量料盤220沿框架10的z軸方向向上上料,以便于操作人員將批量料盤220從框架10的較低位置放入料盤上料裝置50處。取放機械手20安裝于框架10,由框架10對取放機械手20提供支撐和固定安裝的場所;取放機械手20位于料盤上料裝置50的對應上方,以便于取放機械手20從上方取走料盤上料裝置50所輸送來的料盤220中的機片殼210。直線移載裝置40沿框架10的x軸方向位于料盤上料裝置50的旁邊,使得直線移載裝置40與料盤上料裝置50之間更緊湊;直線移載裝置40安裝于框架10,由框架10對直線移載裝置40提供支撐和固定安裝的場所。定位模座30安裝于直線移載裝置40的輸出端41,定位模座30的頂部開設有用于收容并定位機片殼210的收容定位腔31,直線移載裝置40驅使定位模座30沿框架10的x軸方向于一接料位置(見圖1)與一上料拉置(見圖2)之間滑移切換;定位模座30在切換至接料位置時靠近料盤上料裝置50,定位模座30在切換至上料位置時遠離料盤上料裝置50。取放機械手20將料盤上料裝置50所輸送來的料盤220中的機片殼210轉移至處于接料位置的定位模座30的收容定位腔31中,以實現對機片殼210的二次定位的目的。具體地,在圖1和圖2中,框架10為方形框架并從四周包圍取放機械手20、料盤上料裝置50和直線移載裝置40,以防止外界對本實用新型的機片殼自動上料機100的干擾;框架10的側壁開設有側向開口11,直線移載裝置40還沿遠離料盤上料裝置50的方向伸出側向開口11,定位模座30在切換至接料位置時從側向開口11滑入框架10,定位模座30在切換至上料位置時從側向開口11滑出框架10,這樣設計使得定位模座30更好地匹配取放機械手20和外界機械手,使得取放機械手20可靠地將機片殼210移轉至處于接料位置時的定位模座30,以及使得外界機械手可靠地將處于上料位置時的定位模座30上的機片殼210取走,避免框架10對外界機械手的造成障礙;另,框架10相對的第二側壁開設有供取放機械手20將空的料盤220掉出框架10的第二側向開口12,這樣設計使得空的料盤220下料方向和機片殼210的上料方向相反且互不干擾。更具體地,如下:
28.如圖1和圖2,以及圖6至圖8所示,本實用新型的機片殼自動上料機100還包括旋轉驅動器60,旋轉驅動器60安裝于直線移載裝置40的輸出端41,旋轉驅動器60的輸出端朝上布置,定位模座30安裝于旋轉驅動器60的輸出端,以使得定位模座30通過旋轉驅動器60而間接地安裝于直線移載裝置40的輸出端41,還借助旋轉驅動器60而使得定位模座30能相對直線移載裝置40進行角度調整,以更好地接料和上料的目的。具體地,在圖6至圖8中,收容定位腔31為兩個,兩個收容定位腔31在定位模座30上呈對稱布置,以使得定位模座30能收容并定位兩個機片殼210,當然,根據實際需要,收容定位腔31的數量還可以為一個或三個
不等,故不以此為限。舉例而言,在圖6至圖8中,旋轉驅動器60為旋轉氣缸或旋轉油缸,以快速地使定位模座30于兩極限位置之間旋轉切換,例如與直線移載裝置40相平行的極限位置和與直線移載裝置40相垂直的極限位置,當然,根據實際需要,旋轉驅動器60還可以為旋轉電機,故不以上述說明為限。需要說明的是,直線移載裝置40的具體結構為本領域所熟知的,例如采用電機、絲桿、絲母及用于形成輸出端41的移載座的組成,或者采用電機、主帶輪、從帶輪、皮帶及用于形成輸出端41的移載座的組成,它們的關系是本領域所熟知的,故在此不再詳細。另,當將旋轉驅動器60刪除時,此時的定位模座30直接地安裝于直線移載裝置40的輸出端41。
29.如圖6至圖8所示,本實用新型的機片殼自動上料機100還包括伸縮驅動器70,伸縮驅動器70安裝于直線移載裝置40的輸出端41并位于旋轉驅轉器60的旁邊,伸縮驅動器70的伸縮端71朝上布置,定位模座30開設有匹配伸縮驅動器70之伸縮端71的槽孔結構32,旋轉驅動器60驅使定位模座30旋轉而使槽孔結構32選擇性地與伸縮驅動器70的伸縮端71相對齊,由伸縮驅動器70可鎖定此狀態(tài)的定位模座30,從而確保定位模座30位置的可靠性。具體地,在圖6至圖8中,槽孔結構32為兩個且沿定位模座30的旋轉方向相隔開,每個槽孔結構32對應有一個伸縮驅動器70的伸縮端71,槽孔結構32在旋轉驅動器60驅使定位模座30旋轉至與直線移載裝置40相平行時與伸縮驅動器70的伸縮端71對齊,從而使得伸縮驅動器70可將與直線移載裝置40平行狀態(tài)的定位模座30進行鎖定。舉例而言,伸縮驅動器70為伸縮氣缸或伸縮油缸,但不以此為限。
30.如圖1、圖2、圖4及圖5所示,料盤上料裝置50為兩個且沿框架10的x軸方向排列,以增加機片殼210的存儲量,當然,根據實際需要,料盤上料裝置50的數量還可為一個或三個不等。具體地,在圖4和圖5中,料盤上料裝置50包含料盤托架51、升降電機52、升降絲桿53及升降絲母54;料盤托架51沿框架10的z軸方向滑設于框架10,由框架10為料盤托架51提供支撐和固定安裝的場所;升降絲桿53沿框架10的z軸方向布置并可轉動地裝配于框架10,由框架10為升降絲桿53提供支撐和固定安裝的場合,還允許升降絲桿53相對框架10旋轉;升降絲母54可沿框架10的z軸方向滑移地套裝于升降絲桿53,升降絲母54還與料盤托架51固定連接,使得料盤托架51與升降絲母54固成一體而一起升降;升降電機52位于料盤托架51的下方,升降電機52安裝于框架10,由框架10為升降電機52提供支撐和固定安裝的場所,升降電機52驅使升降絲桿53旋轉,故在升降絲桿53的旋轉過程中,帶動升降絲母54和料盤托架51一起沿升降絲桿53做升降滑移,以滿足將料盤220向上上料的目的。舉例而言,在圖4和圖5中,升降電機52是間接地驅使升降絲桿53旋轉,例如升降電機52采用帶傳動、鏈傳動或齒輪傳動去驅使升降絲桿53旋轉,當然也可以直接驅使升降絲桿53旋轉,故不以此為限。
31.如圖3所示,取放機械手20包含xy軸移載模組21、料盤取放裝置22及機片殼取放裝置23。xy軸移載模組21安裝于框架10,由框架10為xy軸移載模組21提供支撐和固定安裝的場所;料盤取放裝置22和機片殼取放裝置23同時安裝于xy軸移載模組21的輸出端,由xy軸移載模組21驅使料盤取放裝置22和機片殼取放裝置23一起沿框架10的x軸方向和y軸方向平移;以滿足機片殼取放裝置23取放機片殼210及料盤取放裝置22取放空的料盤220運動要求。具體地,xy軸移載模組21是包含彼此組裝在一起的x軸移載模組21a和y軸移載模組21b,x軸移載模組21a和y軸移載模組21b中的一者安裝于框架10,而料盤取放裝置22和機片殼取放裝置23同時安裝于x軸移載模組21a和y軸移載模組21b中的另一者。舉例而言,x軸移載模
組21a和y軸移載模組21b各可由電機、絲桿、絲母和平移座構成,或者,可由電機、主帶輪、從帶輪、套設于主帶輪和從帶輪的皮帶及平移座構成,但它們關系是本領域所熟知的,故在此不再贅述;另,料盤取放裝置22及機片殼取放裝置23采用真空吸附方式進行取放作動。
32.與現有技術相比,借助料盤上料裝置50,實現料盤220批量上料以達到機片殼210存量多的目的;借助取放機械手20,用于將料盤上料裝置50所輸送來的料盤220中的機片殼210轉移至處于接料位置的定位模座30的定位收容腔31中,使得機片殼210于定位模座30上進行二次定位,再由直線移載裝置40驅使定位模座30切換至上料位置,便于外界機械手將二次定位后的機片殼210準確地轉送至后續(xù)的組裝設備處;當上方的一個料盤220中的機片殼210被全部取出后,由取放機械手20將空的料盤220轉送,以確保機片殼210繼續(xù)上料;因此,本實用新型的機片殼自動上料機100具有存物多、節(jié)省人工和確保上料準確性的優(yōu)點。
33.以上所揭露的僅為本實用新型的較佳實例而已,其作用是方便本領域的技術人員理解并據以實施,當然不能以此來限定本實用新型之權利范圍,因此依本實用新型申請范圍所作的等同變化,仍屬于本實用新型所涵蓋的范圍。