


簡約而不簡單,我們的螺旋管-合金管批發供應產品視頻將用直觀的方式展示產品的核心價值。
以下是:新疆螺旋管-合金管批發供應的圖文介紹

蘇滬金屬制品(新疆分公司)常年庫存 09CuPCrNi-A鋼板充足,憑借雄厚的實力,豐富齊全的 09CuPCrNi-A鋼板規格品種,完善的質量保證,合理的價格,優質的服務,不斷地受到新老用戶及業內人士的肯定和信任,我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!


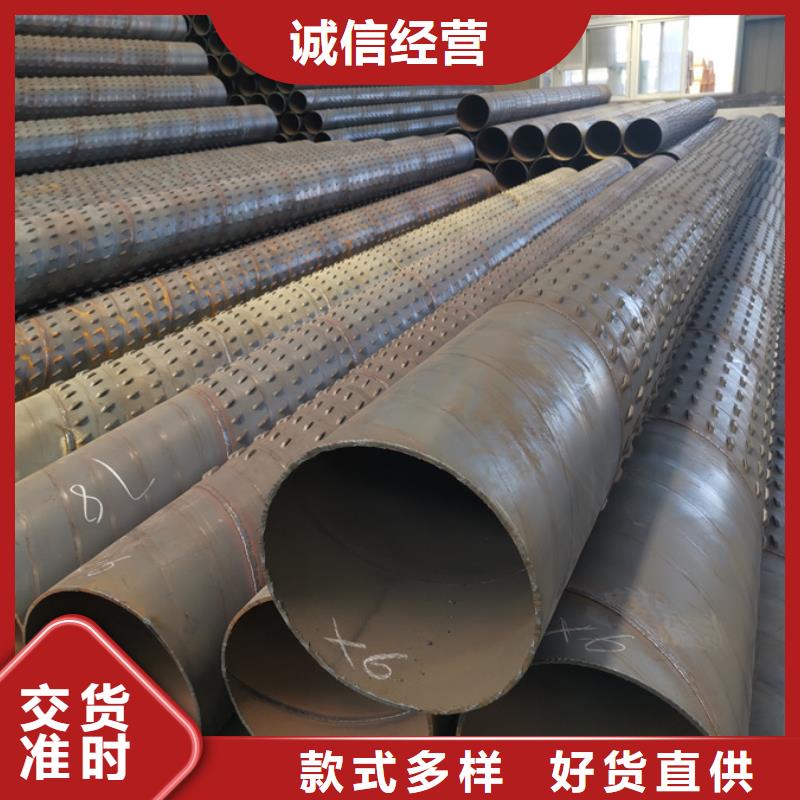
1、新疆防腐螺旋管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕; 2、新疆防腐螺旋管禁止在防腐鋼管垛位四周存放對鋼材有侵蝕作用的物品; 3、新疆防腐螺旋管垛底應墊高、堅固、平整,防止材料受潮或變形; 4、新疆防腐螺旋管同種材料按入庫先后分別堆碼; 5、新疆防腐螺旋管露天堆放的防腐鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形; 6、新疆防腐螺旋管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m; 7、新疆防腐螺旋管垛與垛之間應留有一定的通道,檢查道一般為O.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.Om; 8、新疆防腐螺旋管露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹; 9、新疆防腐螺旋管垛底墊高,若倉庫為向陽的水泥地面,墊高O.1m即可;若為泥地,須墊高O.2~0.5m。若為露天場地,水泥地面墊高O·3~O·5m,沙泥面墊高0.5~O.7m。



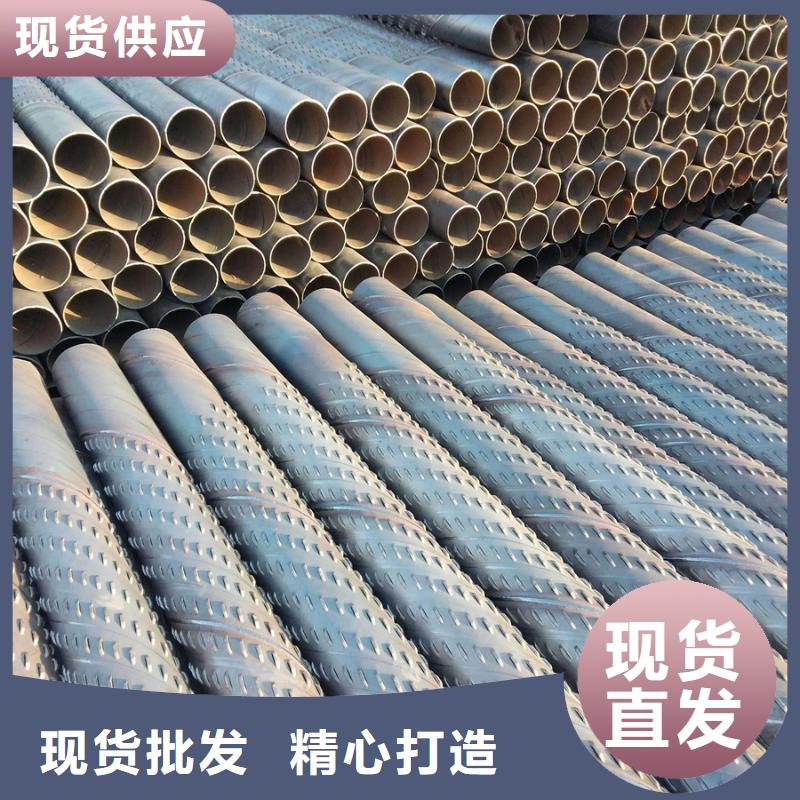
采用內外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。 三. 其它的成形方法 除上述三種常用的成形工藝以外,無縫彎頭成形還有采用將管坯擠壓到外模后,再通過管坯內通球整形的成形工藝。但這種工藝相對復雜、操作麻煩,且成形質量不如前述工藝,故較少采用。 新疆防腐螺旋管彎頭只能做小口徑的,如果管子規格太大,很難買到成品沖壓彎頭,只能使用焊接彎頭。由于焊接彎頭焊縫更多,所有使用性能不如沖壓彎頭,容易被腐蝕漏。且由于沖壓彎頭是成批生產,所以價格上較焊接彎頭便宜。現在有精鑄彎頭,可以做316L的,抗腐蝕性能更好。


2.新疆防腐螺旋管焊接 表面焊接采用電弧焊,一次下基,兩次生存,每道焊縫均焊接一次,每層引弧引出的焊縫要錯開。 A.新疆防腐螺旋管管接頭應先于口,爐渣,管端的坡口角,鈍口,間隙,應符合規格;間隙之間不能采用間隙焊接或采用間隙焊接的方法來縮小間隙焊接。 B.新疆防腐螺旋管口應與壁齊平,長300mm長的直尺按內壁的順序排列,以關閉錯誤的端口以允許局部檢查,應為壁厚的0.2倍,且不大于2毫米 C.新疆防腐螺旋管縱向焊縫和圓周焊縫的位置應滿足以下要求:縱向焊縫應與管道垂直線的半圓成約45°;增強螺旋鋼管與增強環的焊縫應在縱向方向上錯開焊縫,間距不應小于100mm;加強環管的圓周焊縫截面不應小于50mm;管道的任何位置均不得有十字形焊縫。 D.新疆鍍鋅螺旋管定位焊接時,所有焊墊(或等級)的定位應與正式焊接相同,但焊條直徑可選精細。定位焊縫的焊接電流應選擇大于正式焊接的電流,通常為10%-15%,以確保熔深。

