
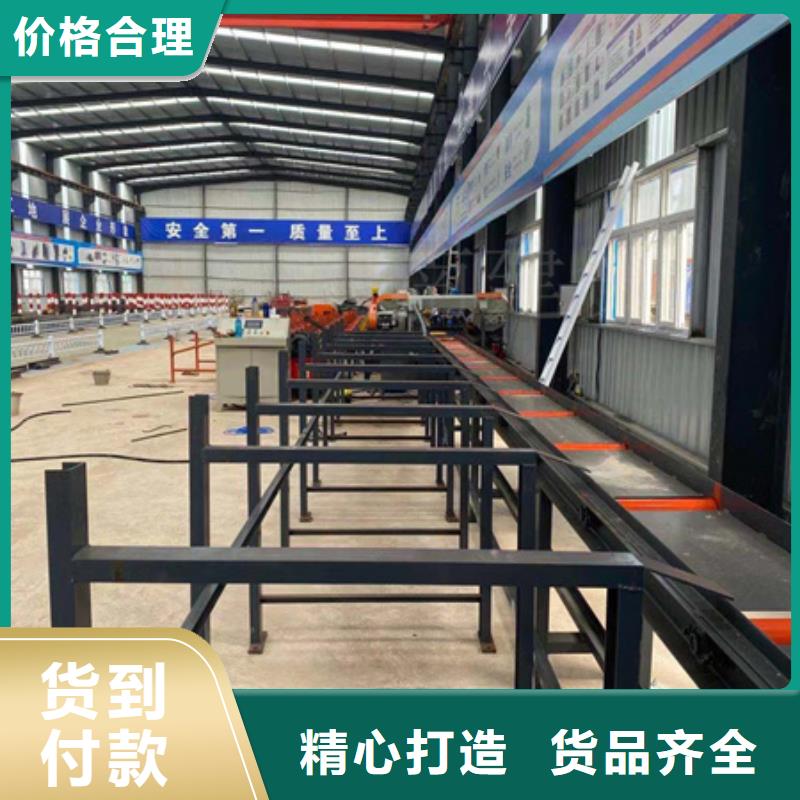





全自動數控帶鋸床
1.數控帶鋸床系列適用于大批量同規格材料鋸切,設備切斷速度快、、穩定、節能、節材。可配備小料成束裝夾裝置。
2.設備具有手動、全自動和急停功能,液壓進給工作,無級調速,液壓夾緊工作,自動停機,斷帶停機保護裝置。
3. 人機界面取代傳統控制面板功能,數字設定,指示燈等,隨時顯示系統狀態,操作指示,參數設定;所有設定全部可以在人機界面對話框完成,所有息中文顯示,操作極為簡便。
4. PLC可編程控制器,設定鋸切全過程的自動程序。
5.送料長度采用光柵尺控制,送料長度誤差<0.2mm;可一次設置五組鋸切參數。
6.可根據客戶要求增加帶轉角功能。

鋼筋鋸床上的切削液使用要注意事項:
1)為防止金屬切削液因化學作用變化,降低功能,使用機床切削液的容器:管路、水泵,要用金屬清洗劑徹底清洗,并用自來水沖刷,再用干凈棉紗抹干凈。(不能用洗衣粉、皂水清洗)。
2)直接用自來水和清潔水配制,不用加熱和其它處理。
3)定期檢查切削液是否發霉、發臭、雜物、鐵屑,必要時更換切削液。金屬帶鋸床操作流程2
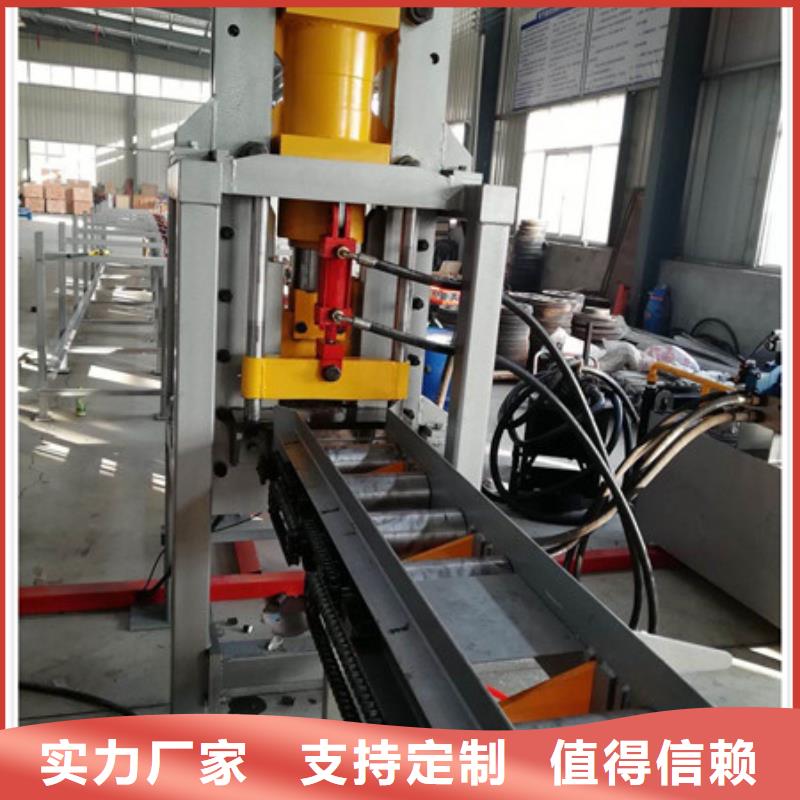
鋸床它主要是由底座、床身、立柱、鋸梁、傳動機構、導向裝置、張緊裝置、送料架、液壓傳動系統、電氣控制系統以及潤滑和冷卻系統所組成的。
產品型號 JMGB4240
切削范圍(mm) 400*400
鋸帶規格(mm) 4180*34*1.1
鋸帶線速(mm/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 4.0
液壓電機功率(kw) 1.5
冷卻泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500

箍筋拉爨不需搭接,較之手工作業節省材料,降低了施工成本
由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
產品特點
自動送線機構,可在線調整間距,誤差小,成型質量高。
自動焊機,焊點,減輕勞動強度
變頻控制拖籠機構,行走精度高
自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。
自動上料裝置,加快上料速度,提率。
模板采用模板環加導管組合,可加速更換籠子直徑和變換籠子主筋根數
平立滾式矯治裝置,矯直效果好,壽命長。
控制系:PLC,觸摸屏,ABB變頻器。
鋸弓應緩慢,不得沖擊放下來時。在切割過程中嚴禁操作人員離開崗位,嚴禁戴手套。每班必須斷開電源,打開護罩,取出帶到鋸輪附近的芯片,進行日常維護和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內,以免丟失,裝配后,盒內的東西應全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細誤差。做到鋸齒兩側向側面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進給量過大,使齒尖過早的大能量切削,鋸齒負載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經達不到鋒利鋸齒切削順暢的能力,造成鋸切時工件表面比較粗糙。

4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
