




<武威>神悅鋼材有限公司40054
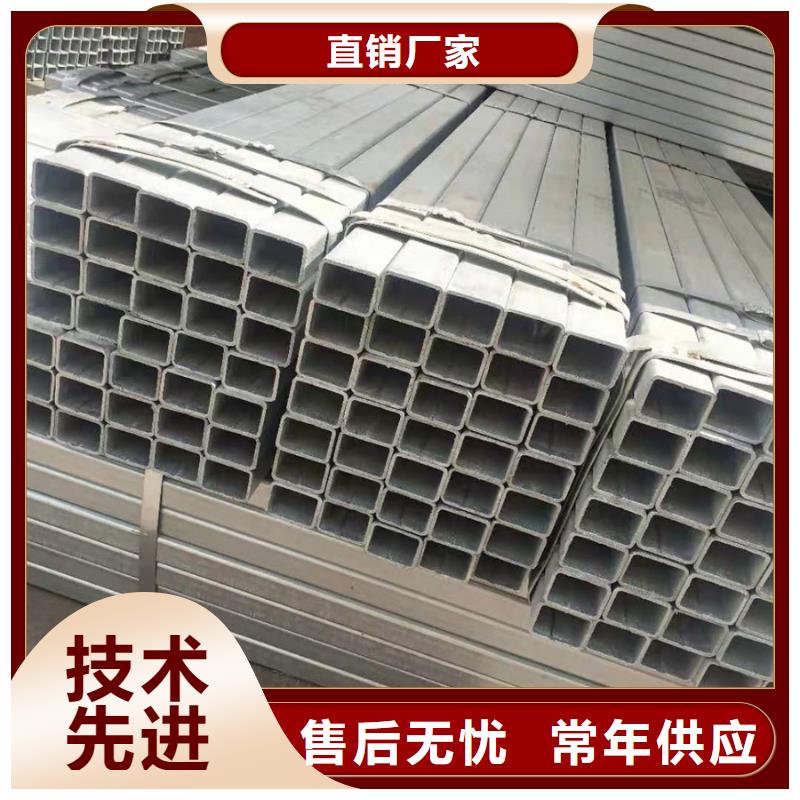
武威鍍鋅方管應該是焊接應力過于集中的問題。武威鍍鋅方管的材質淬火后很脆,焊接時局部高溫,沒有相應的保溫措施,導致斷裂。焊接:焊接,又稱“熔接”或焊接、焊接,是將兩種或多種材料加熱、加壓或一起使用,使兩個工件之間產生原子結合的過程和連接方法。焊接在金屬和非金屬方面都有廣泛的應用。二輥斜軋穿孔機廣泛應用于一發鍍鋅鋼坯穿孔。不僅普通的奧氏體鍍鋅鋼板,而且難變形的雙相不銹鋼和鎳基合金都可以在兩輥斜軋穿孔機上生產。 如果使用雙輥錐型輥穿孔機,武威鍍鋅管可生產的鋼種與毛細管的表層很短,如向內折疊和內部裂紋等內表層缺陷。另外,生產出來的毛壁厚度更薄,經過各種軋管機可以使壁厚變薄,從而減少冷拔道次,提高生產效率和成功率,顯著提高經濟效益。 熱擠壓工藝是國外熱處理武威鍍鋅方管的關鍵生產工藝。 與擠壓成形和冷軋的生產方法相比,鍍鋅方管擠壓成形法的特點是金屬材料在整個變形過程中受到三維壓縮應力。 對于抗變形能力高、熱固性差的塑料的不銹鋼管,可以獲得良好的內外工藝性能和合金成分。 由于柱式液壓機破孔技術的改進,擠壓后的荒壁厚度精度可達到5%~7%。
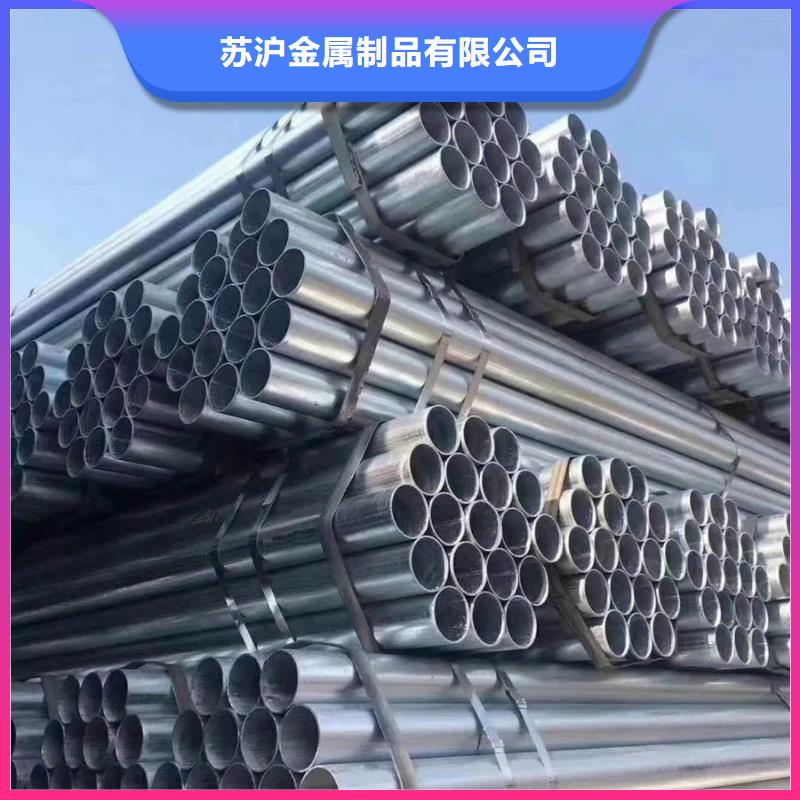
華爾鋼鍍鋅無縫管在投入市場使用前需要進行檢測,鍍鋅無縫管廠采用無損檢測。這樣,鍍鋅無縫管的使用情況在檢測的時候就會進行檢查,由專業的鍍鋅無縫管質檢員進行檢驗,確保鍍鋅無縫管的質量。那么具體的鍍鋅無縫管是如何進行無損檢測的呢?對鍍鋅無縫管焊縫無損檢測樣品的統計分析結果表明,各種焊接缺陷中出現非穿透缺陷的概率非常大。傳統的無損檢測技術可以更準確地確定高度不完全穿透缺陷,直接影響管道的可靠性和性評價。 武威鍍鋅管主要針對小口徑薄壁或少或少鍍鋅無縫管焊縫根部未完全熔透的測高法的超聲波工藝缺陷,提出不同坡口人工反射器的應用。接縫未穿透、缺陷高度和誤差分析及測試結果、未穿透高度測量等方法提供了處理缺陷的方法。鍍鋅無縫管是指鋼帶或鋼板彎曲變形形狀,如圓形、方形,然后焊接成型材,鍍鋅無縫管。 武威鍍鋅無縫管生產工藝流程短,產量合規性高,型式規范,設備投資少,但一般強度低于鍍鋅無縫管。不銹鋼帶鋼軋制的迅速發展和焊接和檢驗技能的提高,焊縫質量不斷進步,鍍鋅無縫管規格增加,鍍鋅無縫管的替代品類越來越多。鍍鋅無縫管焊接缺陷的無損檢測和定量分析結果非常重要,尤其是對接焊縫不完整的缺陷。

武威鍍鋅管無論涂層質量好壞,涂層是鍍鋅無縫管生產中的關鍵工序。 直接影響到鍍鋅無縫管裝飾設計的實際效果。影響鍍鋅無縫管涂層質量的關鍵因素有四個。自然通風特性保證了鍍鋅無縫管的涂層表面質量不會受到環境的污染。此外,加工工藝標準因溫度變化而立即發生變化。建筑涂料原料和鍍鋅無縫管是整個涂裝過程中影響涂裝質量的要素,因為建筑涂料批號中間存在偏色現象,建筑涂料的粒徑不足,涂料率不高。 溶劑和分層的協調性不好,會立即影響涂料的實際效果,造成缺點。合金鋁板的凹凸不平、膜厚不均、邊緣拉伸應變不良也會立即影響產品質量和整體應用。因此,在選擇原料時,應嚴格控制。機械設備涂裝線規定涂裝機械設備完好,鍍鋅無縫管涂裝機械設備運行平穩,不得有水平和垂直振動,要求涂裝輥仔細地面。涂布機的所有輥子都是水平的,振動必須控制在允許的范圍內,否則會嚴重影響涂布表面的質量。


武威鍍鋅管加工時當鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當,很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預彎。 武威Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側油缸的壓力,保證帶鋼輸送順暢。采用外控或內控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。 焊縫全部采用在線連續超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標,生產工人可隨時相應調整工藝參數,及時缺陷。 使用空氣等離子切割機將鋼管切成單件。
