
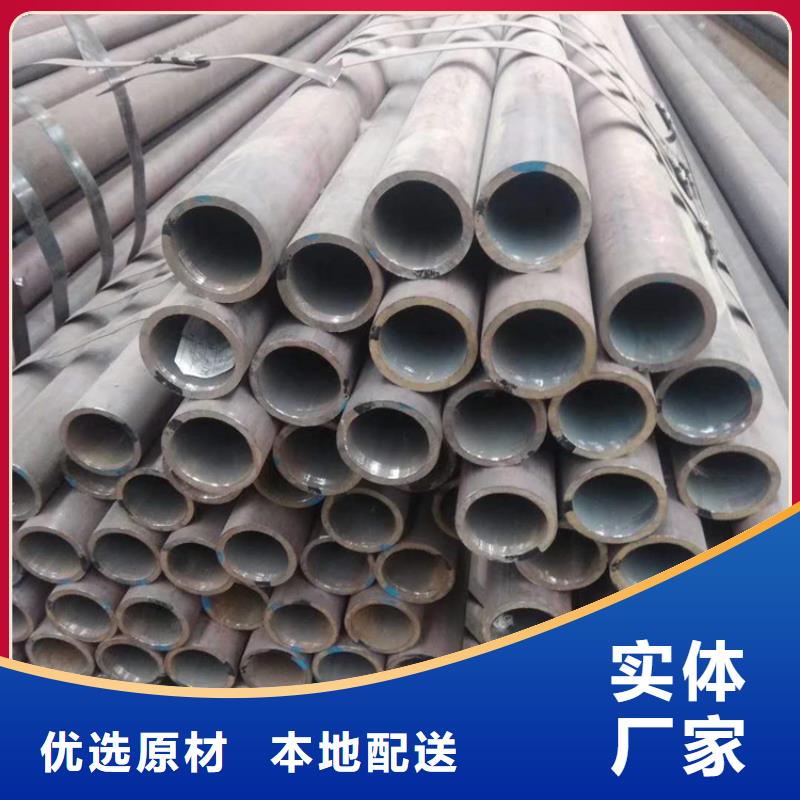



工藝流程概述 熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。 冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 b.無縫鋼管,因其用途不同而分為如下若干品種: GB/T8162-1999(結構用無縫鋼管)。主要用于一般結構和機械結構。其代表材質(牌號):碳素鋼20、45號鋼;合金鋼Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(輸送流體用無縫鋼管)。主要用于工程及大型設備上輸送流體管道。代表材質(牌號)為20、Q345等。GB3087-1999(低中壓鍋爐用無縫鋼管)。主要用于工業鍋爐及生活鍋爐輸送低中壓流體的管道。代表材質為10、20號鋼。GB5310-1995(高壓鍋爐用無縫鋼管)。
無縫鋼管焊接鋼管 焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種:GB/T3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其他用途管。其代表材質Q235A級鋼。GB/T3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。GB/T14291-1992(礦用流體輸送焊接鋼管)。主要用于礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。主要用于輸送水、污水、煤氣、空氣、采暖蒸汽等低壓流體和其它用途。其代表材質Q235A級鋼。 GB/T12770-1991(機械結構用不銹鋼焊接鋼管)。主要用于機械、汽車、自行車、家具、賓館和飯店裝飾及其他機械部件與結構件。
無縫鋼管斷后延伸率(σ) 伸長率是指在拉伸試驗中,試樣被拉斷后,它的標距長度與原來的標距長度的比值。用σ表示,單位是%。在式中,計算公式是:L1--試樣拉斷后標距長度,mm;L0--試樣原標距長度,mm。 截面收縮率 拉拔試驗中,試樣拉拔后縮徑截面截面面積與原截面截面面積大縮量的百分比,稱為截面縮率。用符號表示,單位是%。在式中:S0--試樣的原始橫截面積,mm2;S1--試樣拉絲后縮徑部位的少橫截面積,mm2。 硬度指數 一種金屬材料抵抗硬物壓入被稱為硬度的表面的能力。按測試方法和適用范圍的不同,硬度可分為布氏硬度,洛氏硬度,維氏硬度,肖氏硬度,顯微硬度及高溫硬度等。一般用于管道的硬度有布氏、洛氏、維氏三種。
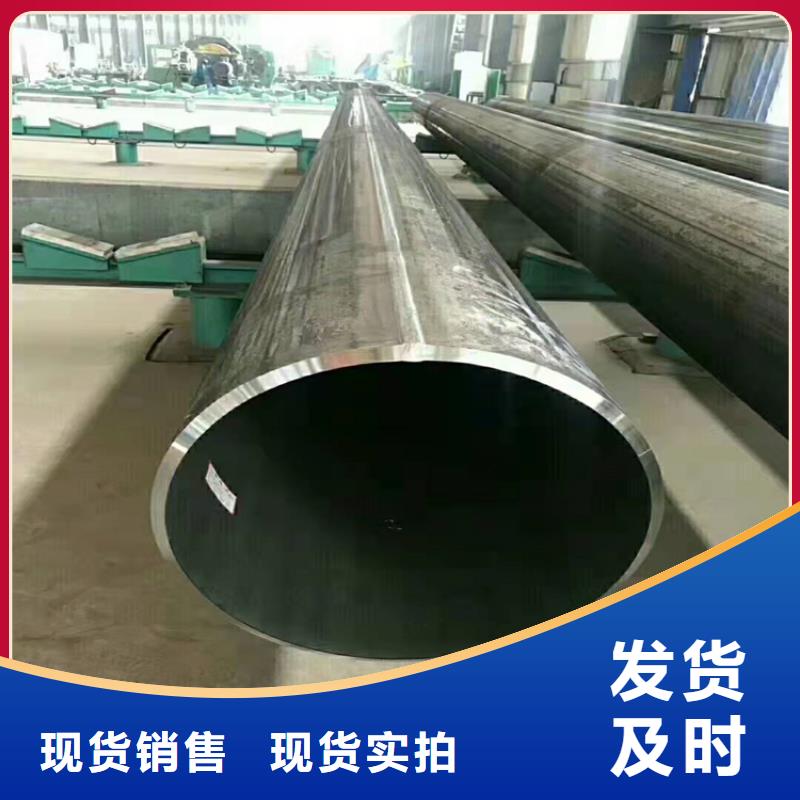
無縫無縫鋼管通過冷拔和熱軋等方式來成型。 兩種鋼管工藝流程概述 : 1、冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 2、熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。鋼管屈服強度計算公式:Re=Fe/So;Fe為屈服時無縫鋼管為什么叫無縫鋼管?無縫鋼管和有縫鋼管的區別是什么?
