
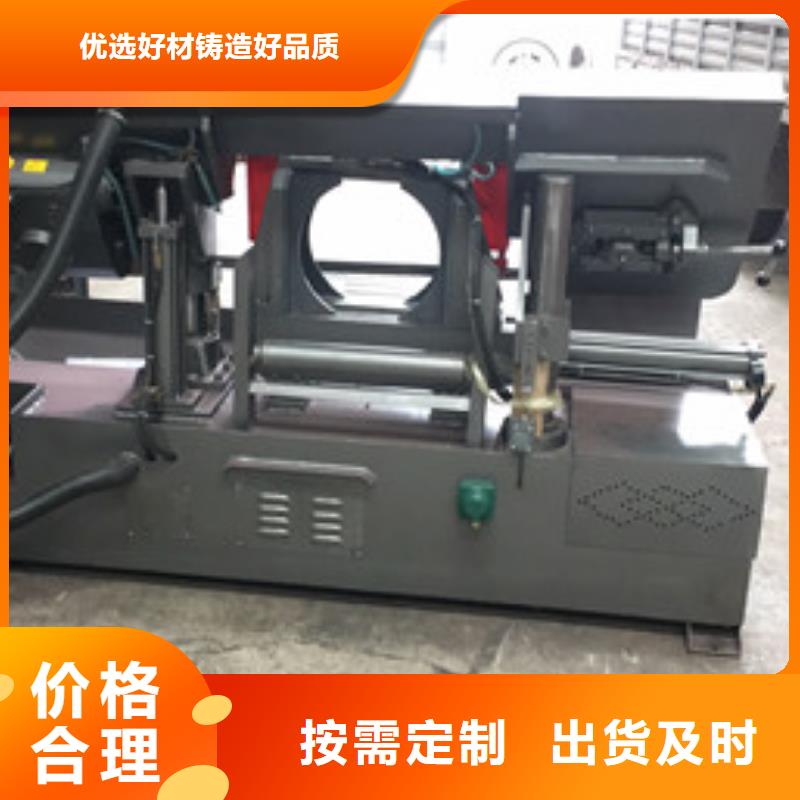




機(jī)床的主要特征:
1、機(jī)床通過機(jī)械、電氣、液壓的配合,自動(dòng)進(jìn)刀、切割完畢鋸架自動(dòng)快速上升(即退刀)的功能。
2、進(jìn)給速度,在給定的范圍內(nèi),可進(jìn)行無級(jí)調(diào) 整 。
3、鋸切材料時(shí)鋸條從夾 緊 虎鉗中間經(jīng)過,虎鉗夾 緊 材料,防止鋸切短料時(shí)不穩(wěn)抖動(dòng)造成拉齒。
3、由于其切削刀具 ,采用進(jìn)口的、薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動(dòng)力小,是中小型企、事業(yè)單位切割大型鋼胚、一種具有顯節(jié)材又節(jié)能的切割刀 具 。
4、結(jié)構(gòu)布局合理,使用維 修 方便,是中、小型材料鋸切節(jié)能的理想設(shè)備。
一側(cè)(多是外側(cè))受到損傷。1.鋸床原因:由于液壓系統(tǒng)出現(xiàn)泄漏、調(diào)速閥失控等原因造成鋸架不能夠平穩(wěn)下降,出現(xiàn)鋸帶抖動(dòng)切削,造成了鋸斜。再有,如果鋸床兩個(gè)導(dǎo)向臂間距過大、鋸帶張力不夠、導(dǎo)向塊有磨損及鋸帶夾裝不好,都會(huì)直接影響到鋸切質(zhì)量,進(jìn)而延伸出現(xiàn)鋸斜。2.操作原因:我們重點(diǎn)講一下因操作不良導(dǎo)致的鋸斜。因操作造成鋸斜的比例約占90%以上,典型的表現(xiàn)是:安裝上新的鋸帶,不做任何檢查、調(diào)整,更不進(jìn)行新帶的初期磨合,便使用了高速切削。由于切削進(jìn)給量比較大,鋸齒處在極限的切削狀態(tài),在這種情況下,由于新鋸帶齒刃十分。
易切鋼為%,度鋼為%,其他資料為%。 切削液的運(yùn)用要注意以下幾點(diǎn):)為避免切削液因化學(xué)改變,下降功用,運(yùn)用機(jī)床切削液的容器:管路、水泵,要用金屬清洗劑完全清洗,并用自來水沖刷,再用潔凈棉紗抹潔凈。(不能用洗衣粉、皂水清洗)。)直接用自來水和清潔水配制,不必加熱和其它處理。)定時(shí)查看切削液是否發(fā)霉、發(fā)臭、鏟除雜物、鐵屑,必要時(shí)替換切削液
帶鋸床油一熱液壓柱升不起來的原因分析
帶鋸床液壓油在使用過程中會(huì)因摩擦、外力作用等因素造成油溫升高,油溫升高之后液壓油粘度下降,達(dá)不到原有標(biāo)準(zhǔn),在液壓油油溫升到度以上時(shí)液壓油基本無常工作。液壓油油溫升高粘度下降后,液壓柱下降過程不受影響,因?yàn)橛鸵禾幱卺尫艩顟B(tài),液壓柱靠重力作用即可下降;液壓柱上升過程中液壓油需通過油泵所施加壓力將壓力傳遞至油缸活塞上將液壓柱頂起,但油溫升高后粘度下降,無法達(dá)到正常的壓力傳遞,帶鋸床液壓柱上升緩慢或無法上升;
<烏海>建貿(mào)機(jī)械設(shè)備有限公司
準(zhǔn)確清潔液壓系統(tǒng)。切忌運(yùn)用火油或柴油作清潔液。清潔時(shí)應(yīng)選竭盡或許大的流量,使管路中液流呈紊流狀況,并結(jié)束各個(gè)實(shí)行元件的動(dòng)作,以便將污染物從各個(gè)泵、閥與液壓缸等元件沖刷出來。清潔結(jié)束后,在熱狀況下排掉清潔液,替換新油。
5、人機(jī)界面取代傳統(tǒng)控制面板功能,數(shù)字設(shè)定、指示燈等,隨時(shí)顯示設(shè)備狀態(tài),操作指示,參數(shù)設(shè)定。(在人機(jī)界面電腦上輸入鋸切長(zhǎng)度、鋸切數(shù)量,輕松一按啟動(dòng)按扭LCD顯示液晶屏,鋸切輸入鋸切數(shù)量完成后,鋸床自動(dòng)停機(jī)等其它功能。
6、由PLC可編程控制器,設(shè)定鋸切全過程的自動(dòng)程序。
7、送料長(zhǎng)度采用光柵尺控制,定位準(zhǔn)確精度高,長(zhǎng)度誤差<0.30mm。
8、可由數(shù)控控制單程自動(dòng)送料長(zhǎng)度400mm。
 13652
jmc
13652
jmc
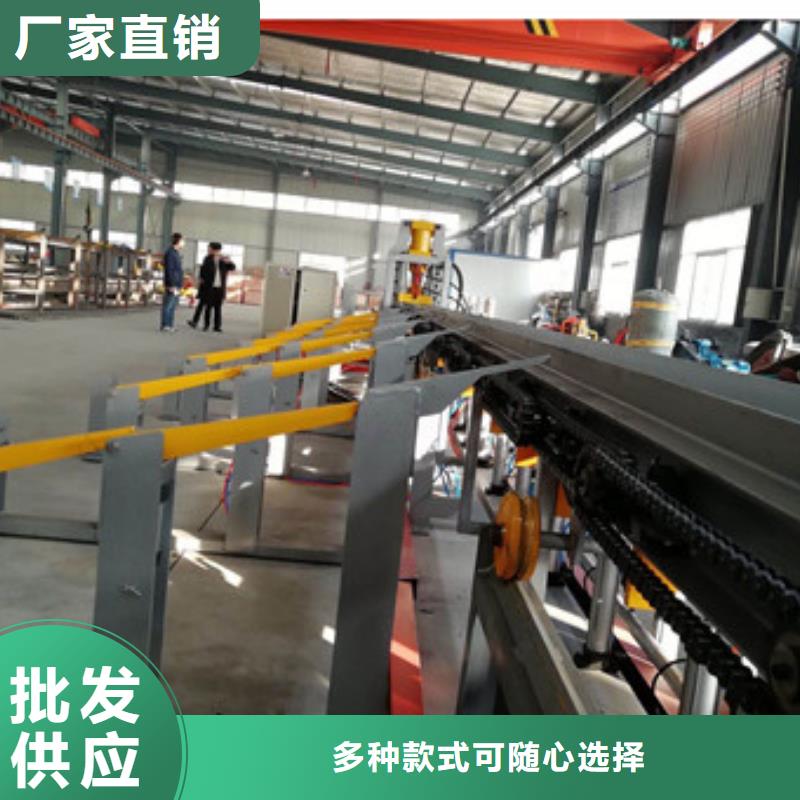
機(jī)械傳動(dòng)送料
通過電機(jī)、減速機(jī),鏈輪、鏈條帶動(dòng)送料輥旋轉(zhuǎn),操作送料、退料按鈕將工件送到帶鋸床鋸條鋸切位置。這種方式適用于大規(guī)格棒料或板材,精度要求不高,不需要大批量生產(chǎn)的材料。
帶鋸床自動(dòng)送料
自動(dòng)送料機(jī)指能自動(dòng)的按規(guī)定要求和既定程序進(jìn)行運(yùn)作,人只需要確定控制的要求和程序,不用直接操作的送料機(jī)構(gòu)。即把物品從一個(gè)位置送到另一個(gè)位置,期間過程不需人為的干預(yù)即可自動(dòng)準(zhǔn)確的完成的機(jī)構(gòu)。一般具有檢測(cè)裝置,送料裝置等。主要用于各種材料和工業(yè)產(chǎn)品半產(chǎn)品的輸送,也能配合下道工序使生產(chǎn)自動(dòng)化。
帶鋸床安裝鋸條說簡(jiǎn)單也簡(jiǎn)單說復(fù)雜也復(fù)雜。下面我們來說一些關(guān)于帶鋸條安裝的事情。帶鋸條的安裝,首先分清楚規(guī)格型號(hào)的匹配;其次要能夠知道各項(xiàng)正常參數(shù)或者狀態(tài);還要能及時(shí)的發(fā)現(xiàn)問題。
液壓傳動(dòng)系統(tǒng)由泵、閥、油缸、油箱、管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的夾緊。通過調(diào)速閥可實(shí)行進(jìn)給速度的無級(jí)調(diào)速,達(dá)到對(duì)不同材質(zhì)工件的鋸切需要。電氣控制系統(tǒng)由電氣箱、控制箱、接線盒、行程開關(guān)、電磁鐵等組成的控制回路,用來控制鋸條的回轉(zhuǎn)、鋸梁的升降、工件的夾緊等,使之按一定的工作程序來實(shí)現(xiàn)正常切削循環(huán)。
潤(rùn)滑系統(tǒng)開車前必須按機(jī)床潤(rùn)滑部位(鋼絲刷軸、蝸輪箱、主動(dòng)軸承座、蝸桿軸承、升降油缸上下軸、活動(dòng)虎鉗滑動(dòng)面夾緊絲桿)要求加油。蝸輪箱內(nèi)的蝸輪、蝸桿采用30號(hào)機(jī)油油浴潤(rùn)滑,由蝸輪箱上部的油塞孔注入,箱仙面?zhèn)溆杏蜆?biāo),當(dāng)鋸梁位于 位置時(shí),油面應(yīng)位于油標(biāo)的上、下限之間。試用一個(gè)月后應(yīng)換油,以后每隔3-6個(gè)月?lián)Q油1次,蝸輪箱下部設(shè)有放油塞。