

聯系我們

當前位置:
滄州 鴻順管道科技(烏海市分公司) >
烏海當地行業新聞News
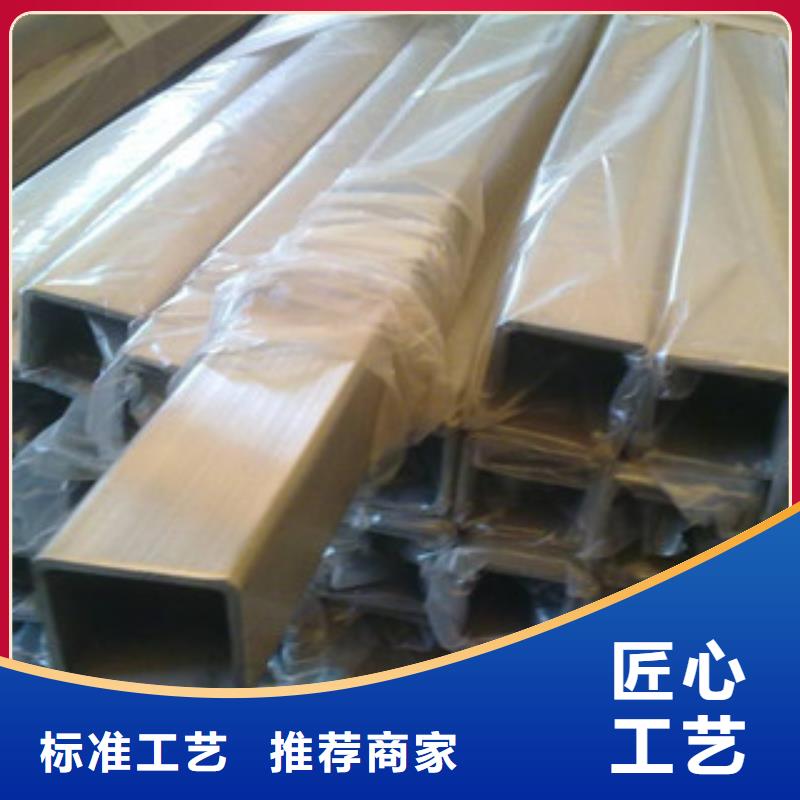
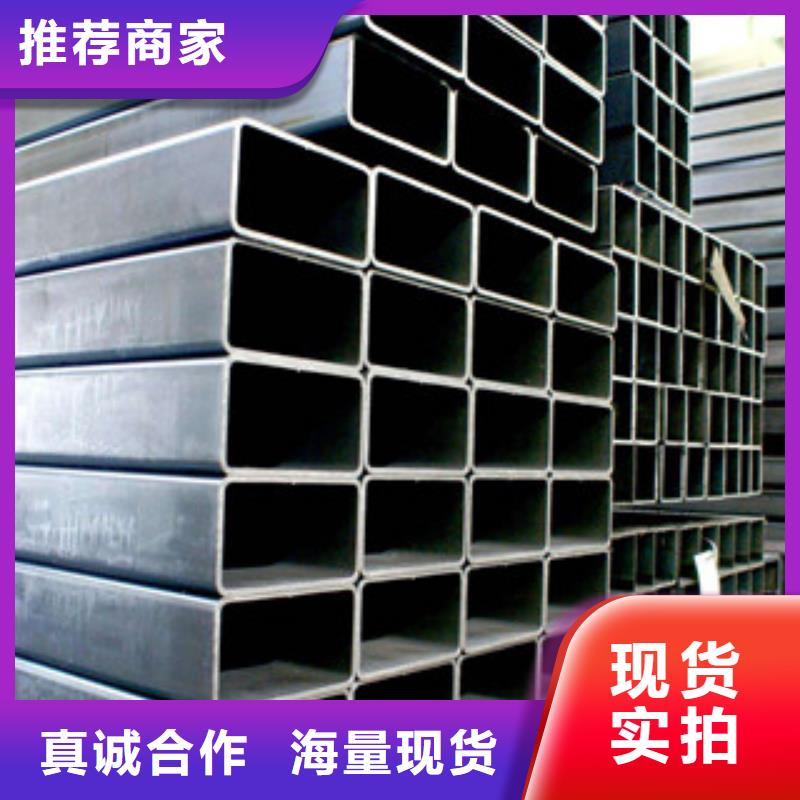
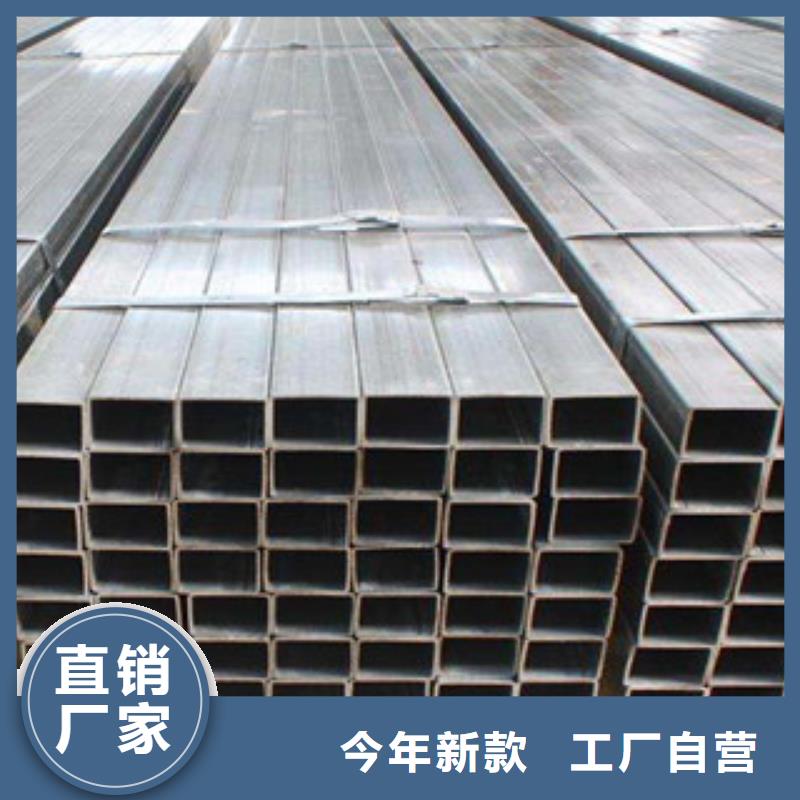
熱鍍鋅方矩管涂塑鋼管廠家主推產品
更新時間:2025-05-30 13:46:48 ip歸屬地:烏海,天氣:小雨轉多云,溫度:11-23 瀏覽次數:3 公司名稱:滄州 鴻順管道科技(烏海市分公司)
以下是:熱鍍鋅方矩管涂塑鋼管廠家主推產品的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 型號 | 齊全 |
| 產地 | 山東 |
| 品牌 | 友發 |
以下是:熱鍍鋅方矩管涂塑鋼管廠家主推產品的圖文視頻


熱鍍鋅方矩管涂塑鋼管廠家主推產品,鴻順管道科技(烏海市分公司)為您提供熱鍍鋅方矩管涂塑鋼管廠家主推產品,聯系人:單經理,電話:【0635-8881095】、【13963513828】,請聯系鴻順管道科技(烏海市分公司),發貨地:經濟開發區。 內蒙古自治區,烏海市 烏海市,別稱獅城,內蒙古自治區轄地級市,地處黃河上游,東北隔甘德爾山與鄂爾多斯搭界,南與石嘴山市隔河相望,西接阿拉善盟,地處大陸深處,屬于典型的溫帶大陸性氣候,總面積1754平方千米。截至2022年10月,全市轄3個市轄區。截至2022年底,全市常住人口56.02萬人。
不要錯過這部精心制作的熱鍍鋅方矩管涂塑鋼管廠家主推產品產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:熱鍍鋅方矩管涂塑鋼管廠家主推產品的圖文介紹

方矩管垂直浸入淬火介質后,不作擺動,只作上下移動,并停止淬火介質的攪動。當管件硬度要求高的部位冷卻能力不足時,可在整體浸入淬火介質的同時,對該部位再實施噴液冷卻,以提高其冷卻速度。必須放在有效加熱區內,裝爐量、裝爐方式及堆放形式均應確保加熱溫度均勻一致,且不致造成畸變和其他缺陷。在鹽爐中加熱時,不要靠電極太近,以防局部過熱,距離應在30mm以上。與爐壁的距離以及浸入液面以下的深度,都應在30mm以上。分級淬火時,可適當提高淬火溫度,以增加方矩管奧氏體的穩定性,防止其分解為珠光體。結構鋼及碳素鋼可以直接裝入淬火溫度或比淬火溫度高20-30℃的爐中加熱。高碳高合金鋼應在600℃左右預熱后,再升至淬火溫度。要求淬硬層較深的管材,淬火溫度可適當提高,要求淬硬層較淺的可選取較低的淬火溫度。方矩管冷卻水中不得有油、肥皂液等臟物。一般情況下,水溫不超過40℃,油溫不超過80℃。


磷化是一種化學與電化學反應形成磷酸鹽轉化膜的過程,所形成的磷酸鹽轉化膜簡稱為磷化膜。它可以發揮很大的作用,可提高方矩管的防銹能力。我們在對方矩管進行磷化處理時, 使溢流水洗,以保證方矩管充分清洗干凈,減少串槽現象。溢流時應該從底部進水,對角線上部開溢流孔溢流。對于任何一種磷化液都會或多或少產生沉渣,應在工藝予設計時注明設有磷化除渣裝置。特別是對方矩管進行噴淋磷化時,除渣裝置必不可少,典型的除渣裝置有:斜板沉淀器、高位沉淀塔、離心除渣器、紙布袋濾渣等都可供選擇。各個工序間的間隔時間如果太長,會造成方矩管在運行過程中二次生銹。特別是有酸洗工藝時,酸洗后管材極易在空氣中氧化生銹泛綠, 設有工序間水膜保護,可減少生銹。而間隔時間短,不能完全有效的瀝干水分,產生串槽現象,甚至槽液遭到破壞。所以,在考慮方矩管的工序間隔時,應根據情況選擇一個恰當的間隔。



鴻順管道科技(烏海市分公司)自投產以來,通過優良的 鋼塑復合管、鋼塑復合管廠家、防腐鋼管廠家、防腐鋼管產品性能和完善的售后服務體系逐步贏得了客戶的信賴并全國各地。公司一貫堅持以人為本的管理理念,人才薈萃是我們創新發展的基礎,質優量大是我們競爭前進的優勢。我們的生產工藝規范,技術力量雄厚,可根據客戶要求和使用環境不同制造出符合客戶需求的 鋼塑復合管、鋼塑復合管廠家、防腐鋼管廠家、防腐鋼管。



雖然對于槽體加熱管材料的選擇不是工藝設計的內容,如果不予提醒,可能會造成設備設計人員的疏忽。對于硫酸、鹽酸酸洗時,其槽體材料只能選用玻璃鋼、花崗巖、塑料,加熱管只能選用鉛銻合金管、陶瓷管,而不能選用不銹鋼材料。如果是采用磷酸酸洗,其槽體及加熱管材料均可選用不銹鋼材料,當然玻璃鋼、塑料、花崗巖均可。對于易形成死角存水的方矩管,必須選擇適當的位置鉆好工藝孔,保證水能在較短的時間內充分流盡。否則會造成串槽或者要在空中長時間瀝干,產生二次生銹,影響磷化效果。
有時方矩管坯會出現分層問題,從而導致探傷不合。要這一缺陷,我們可以優化方矩管板坯的緩冷工藝,主要針對堆垛溫度和堆垛持續時間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時間不得超過5min。厚度大于80mm鋼板可適當延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時間在12h;厚度大于50mm的鋼板緩冷時間24h,嚴禁提前拆垛精整。
有時方矩管坯會出現分層問題,從而導致探傷不合。要這一缺陷,我們可以優化方矩管板坯的緩冷工藝,主要針對堆垛溫度和堆垛持續時間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時間不得超過5min。厚度大于80mm鋼板可適當延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時間在12h;厚度大于50mm的鋼板緩冷時間24h,嚴禁提前拆垛精整。



您是想要在內蒙古烏海市采購高質量的熱鍍鋅方矩管涂塑鋼管廠家主推產品產品嗎?鴻順管道科技(烏海市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的熱鍍鋅方矩管涂塑鋼管廠家主推產品產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:單經理-【13963513828】,地址:《經濟開發區》。