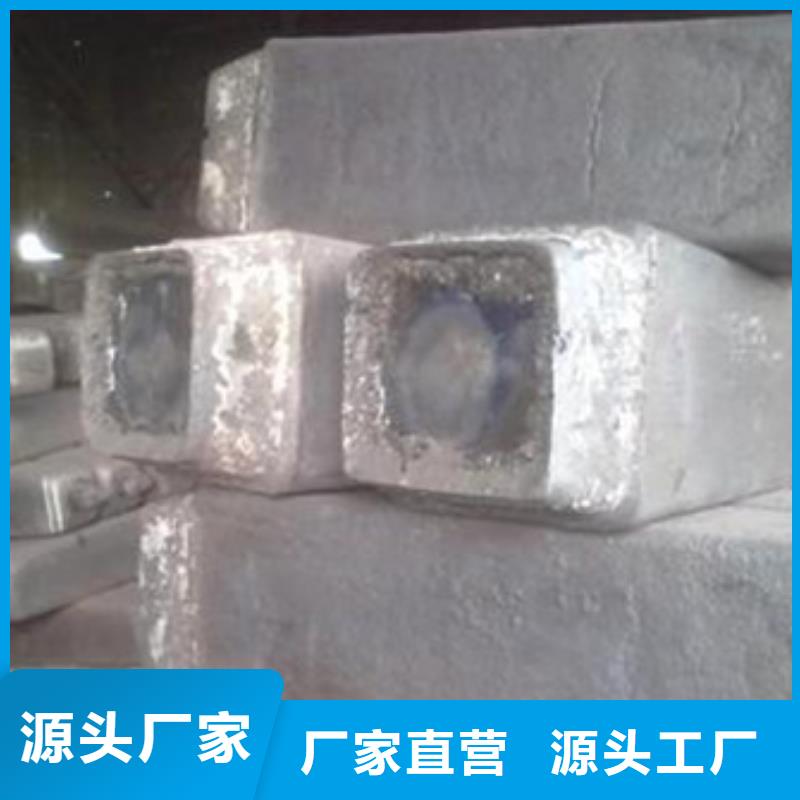
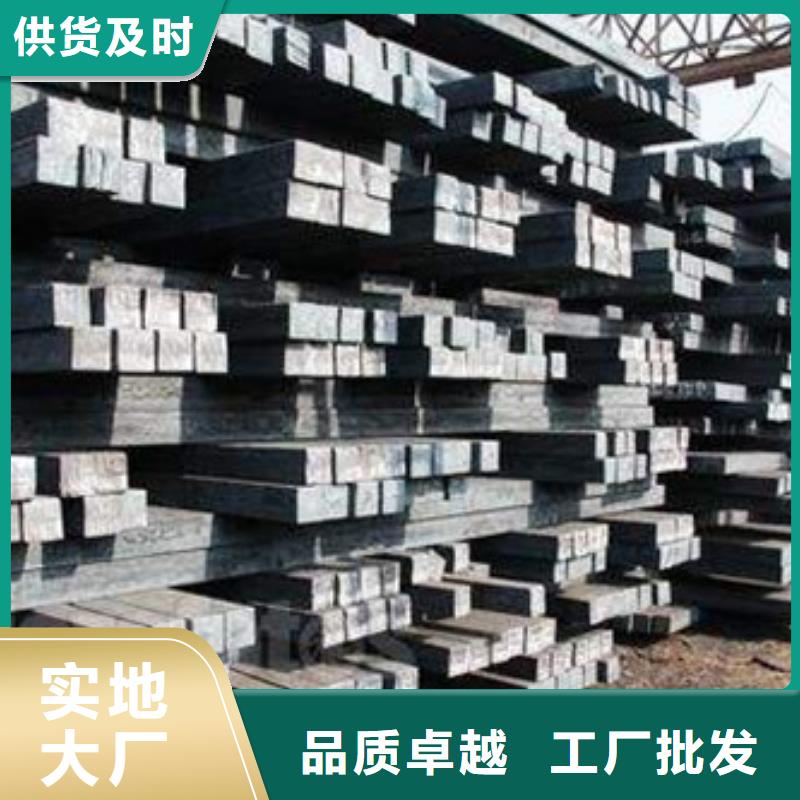




一分鐘的時間,對于了解我們的鋼錠,【鋼板廠家】客戶滿意度高產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
以下是:浙江溫州鋼錠,【鋼板廠家】客戶滿意度高的圖文介紹

新物通物資(溫州市分公司)是一家以 不銹鋼廠家、316L不銹鋼管、注漿管、20Crmnti合金鋼管為主打產品的 不銹鋼廠家、316L不銹鋼管、注漿管、20Crmnti合金鋼管生產廠家,新物通物資(溫州市分公司)匯集了一批代表本行業水平的生產、管理人才,造就了一支團結奮進、嚴明的團隊。


鑄鋼件凝固完成后,工作人員應及時拆除壓鐵箱,這么做是為了鑄鋼件件縮,避免鑄鋼件的裂紋缺陷。先簡單的掌握以上鑄鋼件澆注知識詳情,希望能夠為客戶朋友更好的進行鑄鋼件的選購、使用提供支持幫助,如果您想要了解更加的鑄鋼件產品生產知識的話,請您光臨我們公司進行咨詢了解。
鑄鋼件的鑄造方法‘杜慎防’。如今,隨著當今社會經濟的不斷進步發展,鑄鋼件的生產成為了很多鑄鋼件企業重要的工作,也是很多鑄鋼件企業使用常見的產品。
鑄鋼件的鑄造材料廣,凡是實驗用螺條混合機、 實驗用螺條混合機可以熔成液態的合金材料都可以用于鑄鋼件的鑄造。對于可塑性較差的脆性的合金材料,鑄造也是惟一可行的加工成形工藝。鑄 鋼件的尺寸精度一定。
鑄鋼件的鑄造方法‘杜慎防’。如今,隨著當今社會經濟的不斷進步發展,鑄鋼件的生產成為了很多鑄鋼件企業重要的工作,也是很多鑄鋼件企業使用常見的產品。
鑄鋼件的鑄造材料廣,凡是實驗用螺條混合機、 實驗用螺條混合機可以熔成液態的合金材料都可以用于鑄鋼件的鑄造。對于可塑性較差的脆性的合金材料,鑄造也是惟一可行的加工成形工藝。鑄 鋼件的尺寸精度一定。



模具溫度和澆注溫度較低,產生填充不好,造成金屬基體未完全熔合,凝固后強度不夠,容 易有開裂的現象,遠離內澆口的部位容易出現。
鑄件的留模時間過長,使壓鑄件晶粒粗大。
澆鑄合金雜質含量過高,降低了合金的可塑性,特別是鐵的含量過高或硅的含量過低。
.推桿配置不當或頂出力不均勻,使壓鑄件各部不能同時脫模,在脫模過程中,會造成脫模傾斜,使壓鑄件開裂。
.成型零件強度不夠,特別是細長的型芯,在填充時,產生扭曲變形,妨礙鑄件的順利脫模。
鑄鋼件廠家了解到鑄鋼的機械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為鑄鋼的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產生澆不足、冷隔、縮孔和縮松、裂紋及粘砂等缺陷,必須采取比鑄鐵復雜的工藝措施:
鑄件的留模時間過長,使壓鑄件晶粒粗大。
澆鑄合金雜質含量過高,降低了合金的可塑性,特別是鐵的含量過高或硅的含量過低。
.推桿配置不當或頂出力不均勻,使壓鑄件各部不能同時脫模,在脫模過程中,會造成脫模傾斜,使壓鑄件開裂。
.成型零件強度不夠,特別是細長的型芯,在填充時,產生扭曲變形,妨礙鑄件的順利脫模。
鑄鋼件廠家了解到鑄鋼的機械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為鑄鋼的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產生澆不足、冷隔、縮孔和縮松、裂紋及粘砂等缺陷,必須采取比鑄鐵復雜的工藝措施:


首先人們需要了解的是電解間隙的變化對于鑄鋼件的性能和質量的影響是十分大的,所以要確保鑄鋼件的質量就需要對電解間隙的變化加以控制。影響鑄鋼件的電解間隙變化的因素主要有四點,一則是齒輪模數的影響,如果廠家在生產鑄鋼件過程中齒輪模數越小,那么鑄鋼件電解間隙便會越大。
其次陰極長度也是對電解間隙的影響因素之一,如果陰極長度越長,那么電解間隙變化便會越大,但是陰極長度也不能過短,如果太短的話鑄鋼件的加工效率便會受到影響。鑄鋼件的齒數也會影響電解間隙,齒數越大,電解間隙便會越小。 的一個影響因素便是鑄鋼件的螺旋角,但是鑄鋼件的螺旋角是線性關系影響,所以對此影響并不是十分明顯。鋼材產品是如今社會發展中備受歡迎的存在,因此,鑄鋼件就是比較典型的存在,關于鑄鋼件的生產打造工作中,關于鑄鋼件的工藝難題該如何解決呢?小編為您進行了如下總結概括。
其次陰極長度也是對電解間隙的影響因素之一,如果陰極長度越長,那么電解間隙變化便會越大,但是陰極長度也不能過短,如果太短的話鑄鋼件的加工效率便會受到影響。鑄鋼件的齒數也會影響電解間隙,齒數越大,電解間隙便會越小。 的一個影響因素便是鑄鋼件的螺旋角,但是鑄鋼件的螺旋角是線性關系影響,所以對此影響并不是十分明顯。鋼材產品是如今社會發展中備受歡迎的存在,因此,鑄鋼件就是比較典型的存在,關于鑄鋼件的生產打造工作中,關于鑄鋼件的工藝難題該如何解決呢?小編為您進行了如下總結概括。


