


貨")
貨")
貨")
圓鋼熱切加熱爐用途:1.用于鋼球鍛造生產(chǎn)中,針對(duì)直徑大于120mm鋼球而生產(chǎn)。圓鋼加熱后熱剪切成合格的短棒料,利用棒料余熱鍛造鋼球。2.用于軸承套圈鍛造的生產(chǎn),圓鋼加熱后連續(xù)下料,熱剪切成合適長度的棒料,壓力機(jī)拍、平?jīng)_孔后,進(jìn)入碾環(huán)工序。3.一切二次加熱的工件都可以考慮圓鋼熱切加熱爐。圓鋼熱切加熱爐由以下四部分組成:1、自動(dòng)送料部分:儲(chǔ)料平臺(tái)、翻料機(jī)構(gòu)和輸送機(jī)構(gòu)組成2、中頻鋼材加熱爐加熱部分:由500Kw中頻加熱爐組成,頻率1500Hz,電容器組、感應(yīng)器支架、水路以及感應(yīng)器組成。其中感應(yīng)器用于加熱直徑50-60mm、65--75mm、80--90mm圓鋼。3、下料沖床剪切設(shè)備:由下料沖床和下料組合模具組成4、控制部分:由測(cè)溫儀、PLC控制系統(tǒng)、變頻調(diào)速機(jī)構(gòu)以及電氣部分組成。貨")
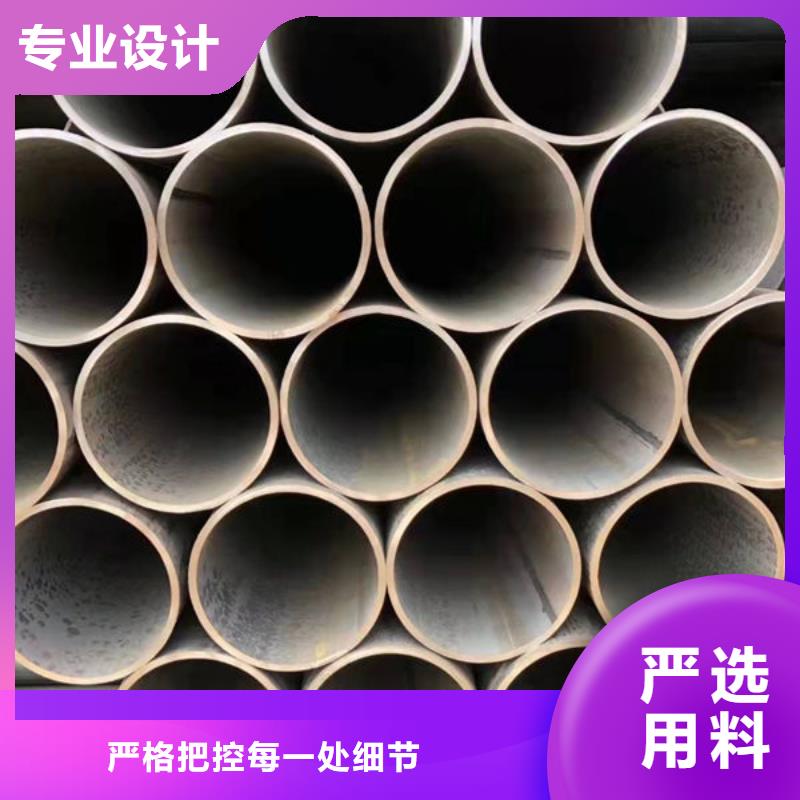
螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管鋼材則大多采用螺旋焊。大口徑螺旋鋼管廠家,螺旋管的管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬強(qiáng)度下降,受力后會(huì)產(chǎn)生開裂;如果擠壓力過大,會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。貨")
根據(jù)各鋼材種預(yù)處理目標(biāo)硫要求及實(shí)際鎂粉噴吹效果,開發(fā)各類鋼種高精度的鎂粉噴吹模型,崗位人員點(diǎn)擊一級(jí)畫面“開始噴吹”按鈕,系統(tǒng)自動(dòng)完成預(yù)處理整個(gè)噴吹過程。通過鋼材預(yù)處理自動(dòng)噴吹系統(tǒng)實(shí)現(xiàn)了過程自動(dòng)化控制,提高了控制精度,為煉鋼工序提供了優(yōu)質(zhì)的鐵水。相繼開發(fā)出轉(zhuǎn)爐(氧副槍)智能吹煉控制系統(tǒng)、造渣模型輔原料智能投加系統(tǒng)、增碳脫氧合金化方案篩選自動(dòng)振料系統(tǒng)等多達(dá)十六套智能產(chǎn)品,并且兼具過程防錯(cuò)預(yù)警、操作評(píng)價(jià)、數(shù)據(jù)記錄查詢、大數(shù)據(jù)分析、成本監(jiān)控等特有功能,獨(dú)具基于爐氣分析、音頻聯(lián)動(dòng)的氧槍槍位控制,融入語音提示、遠(yuǎn)程控制等先進(jìn)科技元素,在業(yè)內(nèi)處領(lǐng)先水平。貨")
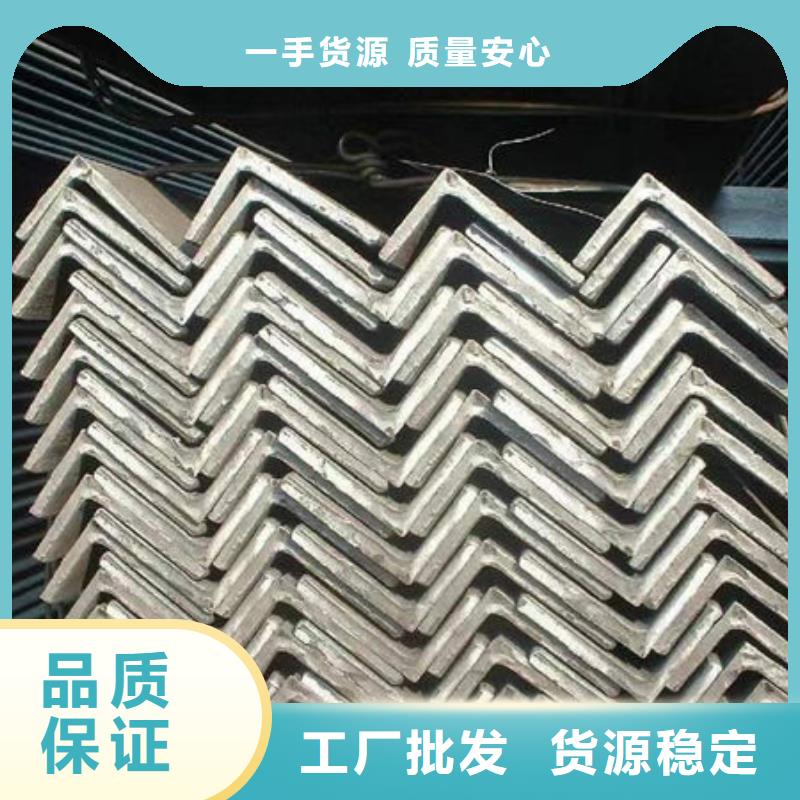
角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的 兩個(gè)邊寬相等。其規(guī)格以邊寬×邊寬×邊厚的毫米數(shù)表示。如“∟30×30×3”,即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。也可用型號(hào)表示,型號(hào)是邊寬的厘米數(shù),如∟3#。型號(hào)不表示同一型號(hào)中不同邊厚的尺寸,因而在合同等單據(jù)上將角鋼的邊寬、邊厚尺寸填寫齊全,避免單獨(dú)用型號(hào)表示。熱軋等邊角鋼的規(guī)格為2#-20#。角鋼鋼材可按結(jié)構(gòu)的不同需要組成各種不同的受力構(gòu)件,也可作構(gòu)件之間的連接件。廣泛地用于各種建筑結(jié)構(gòu)和工程結(jié)構(gòu),如房梁、橋梁、輸電塔、起重運(yùn)輸機(jī)械、船舶、工業(yè)爐、反應(yīng)塔、容器架以及倉庫。
