



<通遼>云海旭金屬材料有限公司
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。



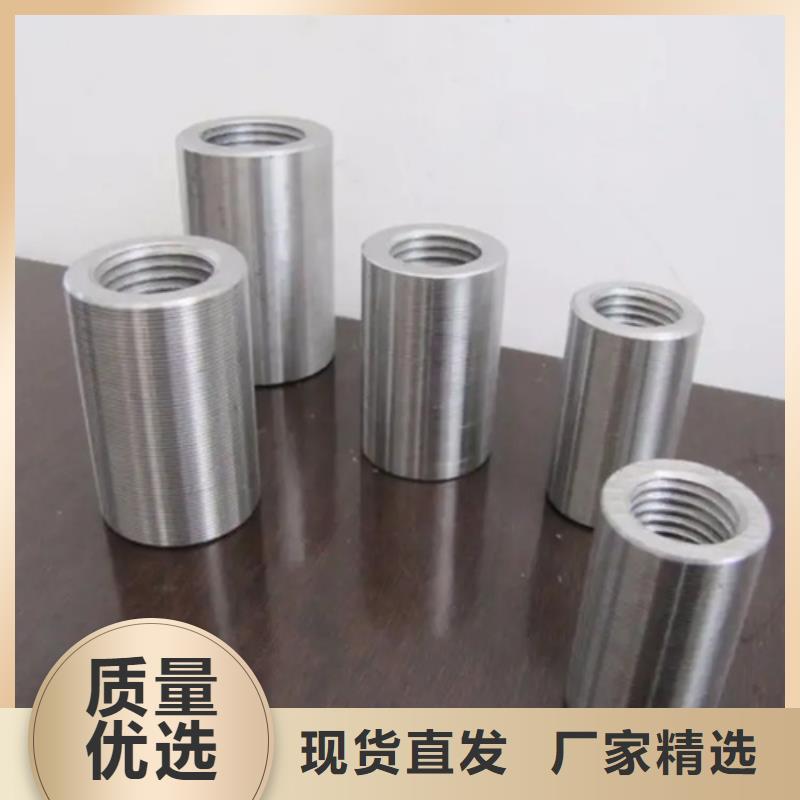
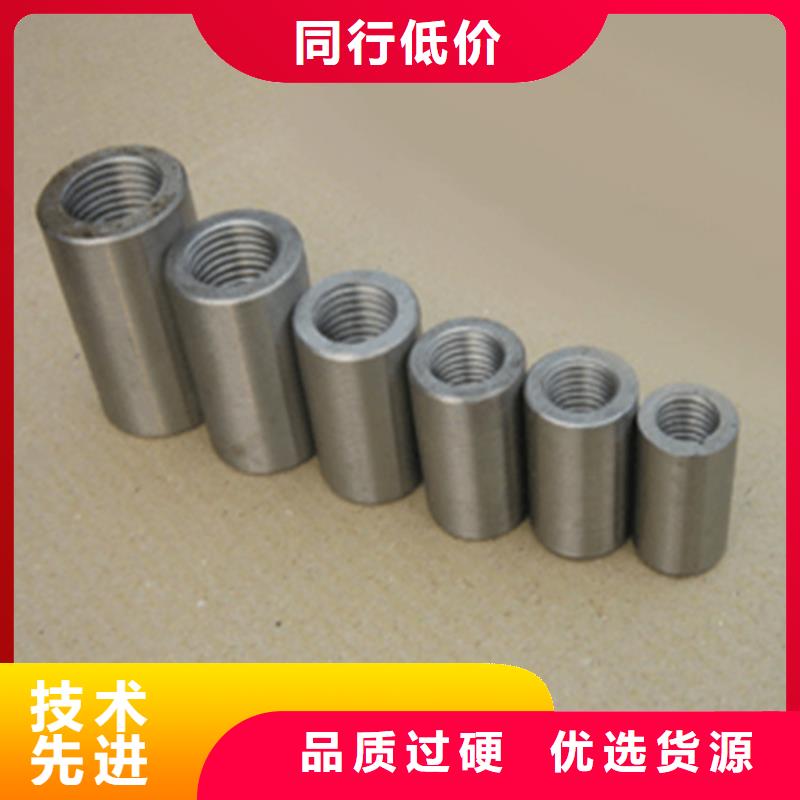
鋼筋套筒剝肋滾軋直螺紋連接一種新型的鋼筋連接套筒技術,它的結構原理是將待連接鋼筋端部的縱肋和橫肋用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋后,用特制的直螺紋鋼筋連接套筒連接起來,形成鋼筋的連接。這種連接方法的優點如下:力學性能好、連接可靠:由于鋼筋端部經滾壓成形,鋼筋材質經冷作處理,螺紋和鋼筋強度都有所提高,彌補了螺紋底徑小于鋼筋母材基圓直徑對強度削弱帶來的影響,使連接的接頭強度高于母材強度,能使母材充分發揮其強度和延性。連接方便:在狹小場地鋼筋排列密集處均能靈活操作。施工方便、效率高:鋼筋連接套筒在工廠預制,質量保證:現場滾軋絲頭設備每臺每班可加工接頭近400個,在大工程量及地下室底版等施工時具有無可比擬的優勢,施工時無污染,無明火作業,環保好,可全天候施工。


