
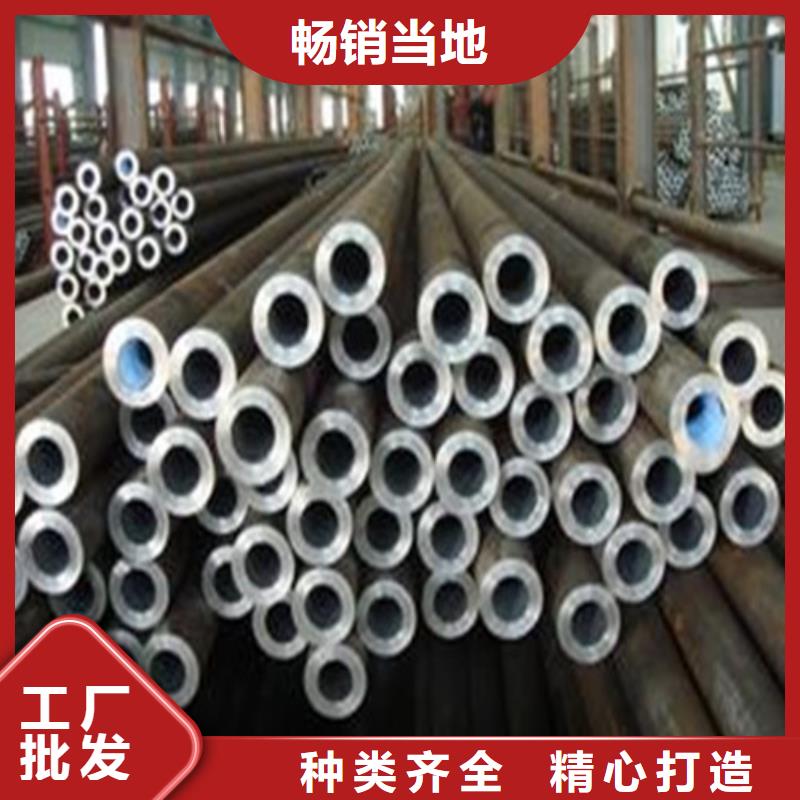



冷拔或冷軋精密無縫鋼管(GB3639-83)是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的冷拔或冷軋精密無縫鋼管。選用精密無縫鋼管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。
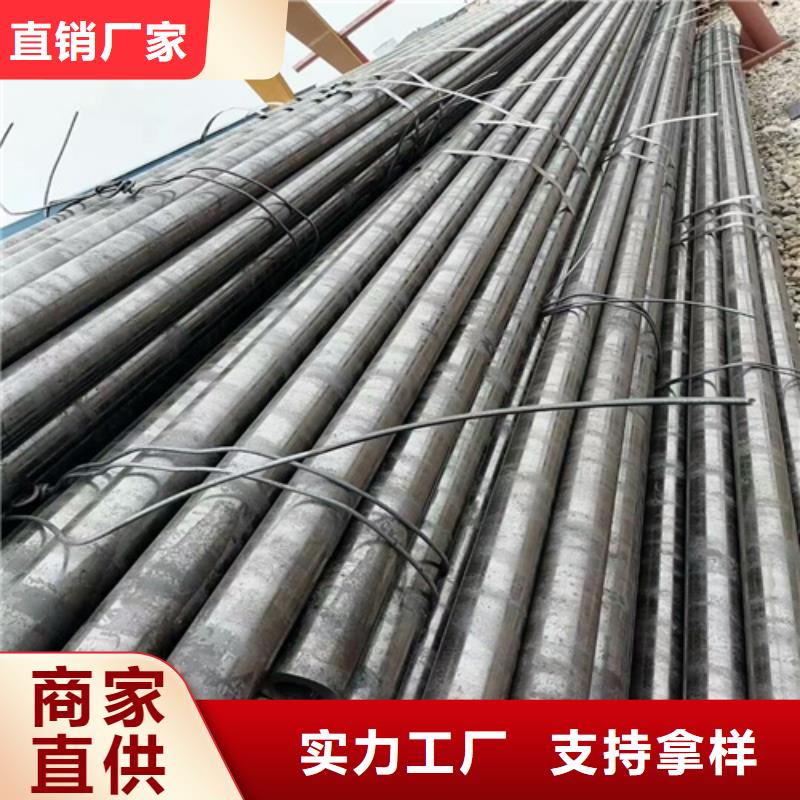
厚壁無縫鋼管厚壁無縫鋼管按材質分類 厚壁無縫鋼管的材質為10#、20#、35#、45#稱為普通鋼管, 合金鋼管。
厚壁無縫鋼管生產工藝編輯 一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料
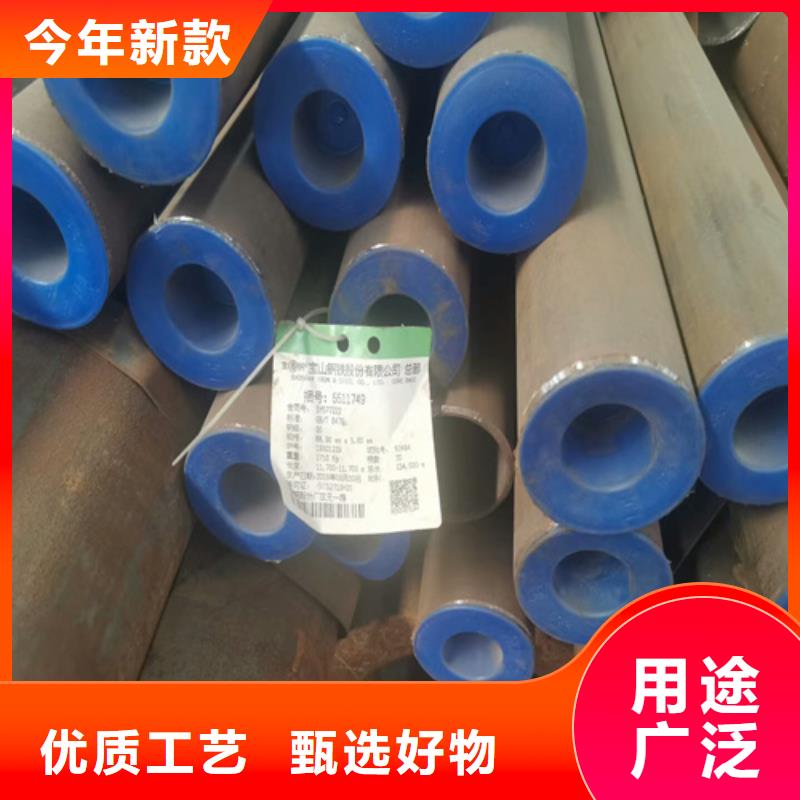
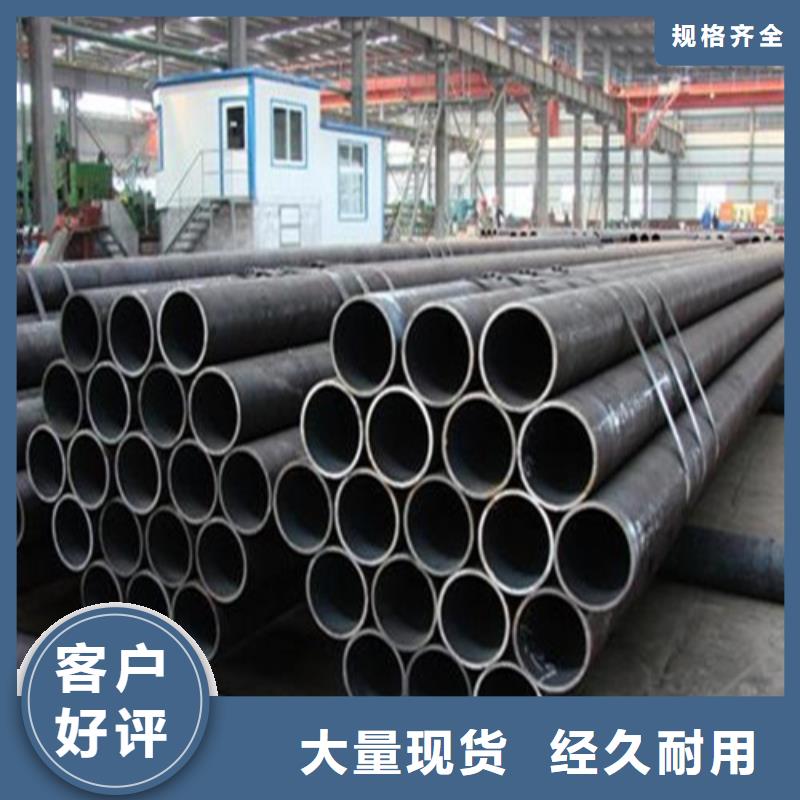
熱軋無縫鋼管主要生產工序:管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
無縫鋼管廠開發生產的熱軋無縫方矩形管適用于汽車車橋用方矩形管,其規格為150mm×160mm×16mm,材質為Q345B,屈服強度≥345MPa,抗拉強度≥510MPa,伸長率≥20%,圓角要求30°~40°,平均硬度153HBW,可滿足用戶要求。攀成鋼無縫鋼管廠開發的熱軋無縫方矩形管,厚度可達18mm, 規格為300mm×300mm。小口徑無縫鋼管無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。概述小口徑冷拔無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。小口徑無縫鋼管為保證產品質量,明確購銷雙方產品質量責任,確保小口徑無縫鋼管質量合格,保證產品。
無縫鋼管屈服強度的外在因素有:溫度、應變速率、應力狀態。隨著溫度的降低與應變速率的增高材料的屈服強度升高尤其是體心立方金屬對溫度和應變速率特別敏感這導致了鋼的低溫脆化。應力狀態的影響也很重要。雖然屈服強度是反映材料的內在性能的一個本質指標但應力狀態不同屈服強度值也不同。 影響無縫鋼管屈服強度的內在因素有:結合鍵、組織、結構、原子本性。如將金屬的屈服強度與陶瓷、高分子材料比較可看出結合鍵的影響是根本性的。
將制管用的板料的兩側面進行機械加工并使兩板邊的平行度達到規定的公差范圍內,為制造出高精度的鋼管做準備。使鋼板板邊具有鋼板將成型鋼管半徑相等曲率半徑,鋼板預彎邊機:將銑邊機加工出兩邊焊接坡口的鋼板板邊進行預彎。
