



我們的絎磨管珩磨管真材實料加工定制視頻現(xiàn)已上線,從細節(jié)到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:絎磨管珩磨管真材實料加工定制的圖文介紹
九冶管業(yè)(通遼市分公司)是集研發(fā)、生產(chǎn)、銷售、服務(wù)為一體的企業(yè),擁有先進的 油缸管技術(shù)優(yōu)勢、員工隊伍以及完善的售后服務(wù)體系。公司生產(chǎn)的 油缸管遍布全國各地,以其品質(zhì)贏得廣大客戶的信賴和好評。 在新的形勢下,九冶管業(yè)(通遼市分公司)始終秉承“質(zhì)量、用戶、信譽”的經(jīng)營宗旨,堅持“科技興廠、以人為本”的戰(zhàn)略方針,在注重實踐與探索的同時,不斷追求 油缸管產(chǎn)品創(chuàng)新、服務(wù)創(chuàng)新,致力于為海內(nèi)外客戶提供的產(chǎn)品和的服務(wù)。



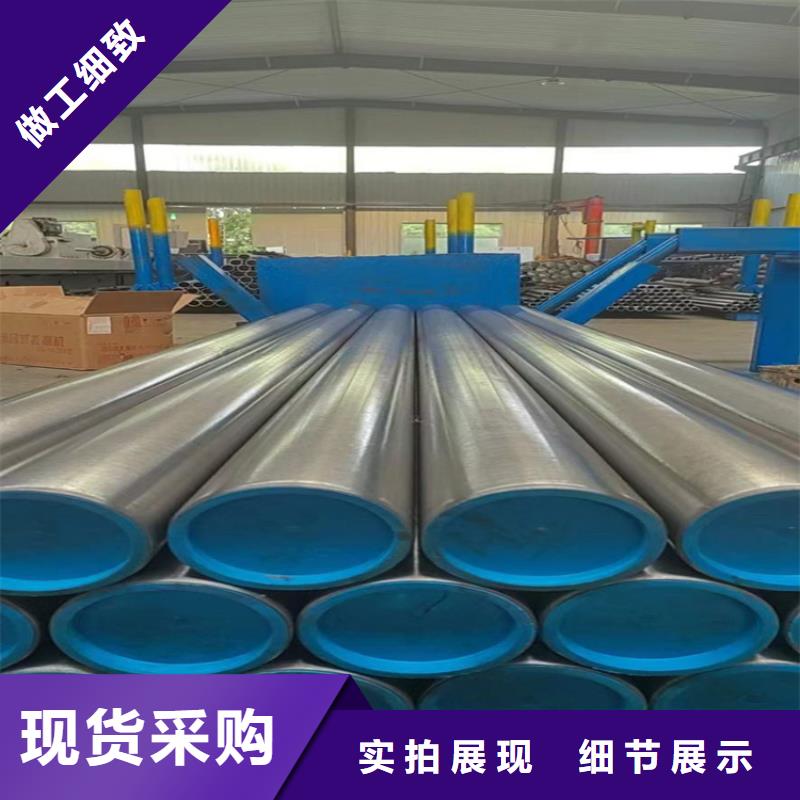
因為精密鋼管內(nèi)外壁無空氣氧化層、承擔髙壓無滲漏、高精密、高光滑度、冷拔不形變、擴口、擠扁無縫隙等優(yōu)勢,因此關(guān)鍵用于制造氣動式或液壓件的商品,如汽缸或液壓缸,全是用無縫鋼管。精密鋼管的成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。絎磨管采用加工工藝油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。



小口徑絎磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差



熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,絎磨管經(jīng)步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經(jīng)切頭、尾、再進入精軋機,實施計算機控制軋制,終軋后即經(jīng)過層流冷卻和卷取機卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。



45號絎磨管采用加工工藝技術(shù)絎磨管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。
點擊查看九冶管業(yè)(通遼市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】