




30830<通遼>神悅鋼材有限公司

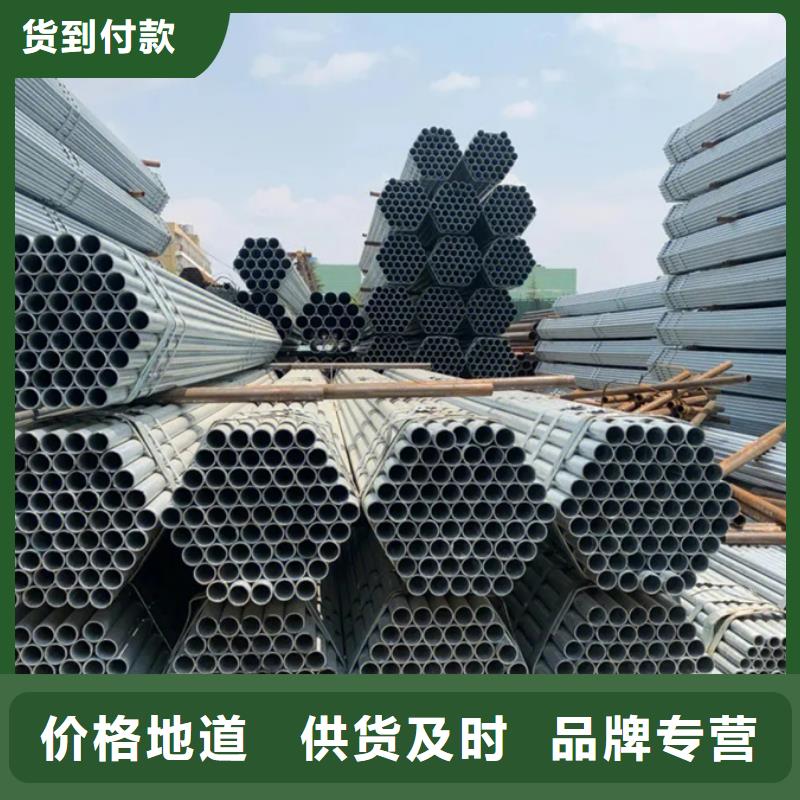
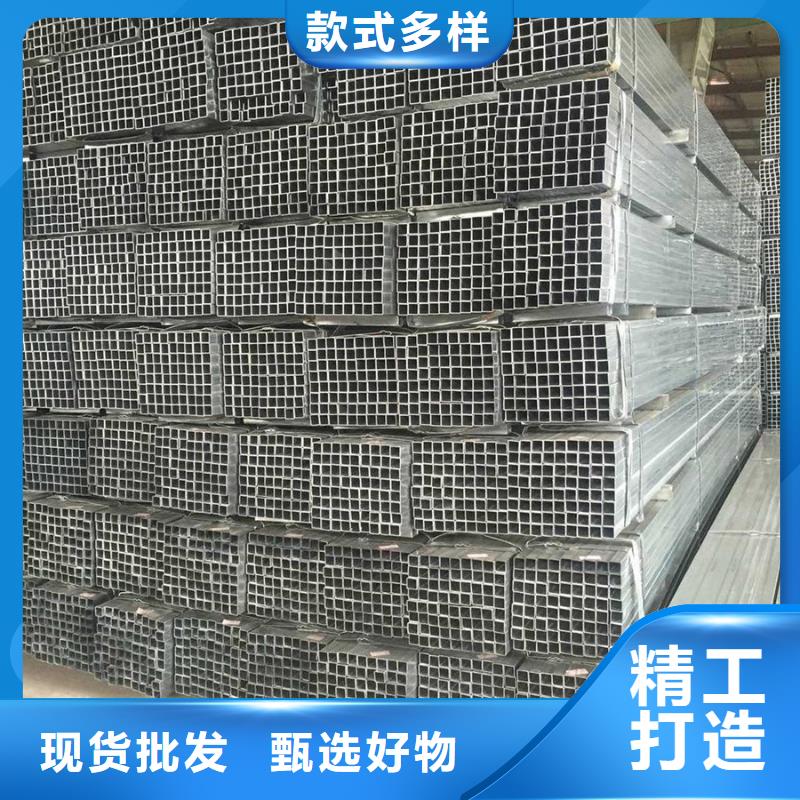
通遼鍍鋅方管應該是焊接應力過于集中的問題。通遼鍍鋅方管的材質淬火后很脆,焊接時局部高溫,沒有相應的保溫措施,導致斷裂。焊接:焊接,又稱“熔接”或焊接、焊接,是將兩種或多種材料加熱、加壓或一起使用,使兩個工件之間產生原子結合的過程和連接方法。焊接在金屬和非金屬方面都有廣泛的應用。二輥斜軋穿孔機廣泛應用于一發鍍鋅鋼坯穿孔。不僅普通的奧氏體鍍鋅鋼板,而且難變形的雙相不銹鋼和鎳基合金都可以在兩輥斜軋穿孔機上生產。 如果使用雙輥錐型輥穿孔機,通遼鍍鋅管可生產的鋼種與毛細管的表層很短,如向內折疊和內部裂紋等內表層缺陷。另外,生產出來的毛壁厚度更薄,經過各種軋管機可以使壁厚變薄,從而減少冷拔道次,提高生產效率和成功率,顯著提高經濟效益。 熱擠壓工藝是國外熱處理通遼鍍鋅方管的關鍵生產工藝。 與擠壓成形和冷軋的生產方法相比,鍍鋅方管擠壓成形法的特點是金屬材料在整個變形過程中受到三維壓縮應力。 對于抗變形能力高、熱固性差的塑料的不銹鋼管,可以獲得良好的內外工藝性能和合金成分。 由于柱式液壓機破孔技術的改進,擠壓后的荒壁厚度精度可達到5%~7%。
規定通遼鍍鋅管具有較高的長期抗壓強度、較高的抗氧化腐蝕能力和優良的機構可靠性。 通遼鍍鋅管的主要用途:一般蒸汽管主要用于生產再熱器管、沸水管、飽和蒸汽管、電力機車加熱爐用飽和蒸汽管、大小排氣管和拱磚管等。 鍍鋅管主要用于生產高壓、高壓加熱爐的受熱面管、再熱器管、導管、主蒸汽管等。 制造通遼鍍鋅管的原材料一般具有長期抗壓強度高、抗氧化、耐腐蝕等特點,以保證生產的質量和有效性。 在通遼鍍鋅管的生產過程中,要獲得這樣的優質管材,有很多工序。通遼鍍鋅管的冷作硬化后,可以獲得比較滿意的合金成分。工藝技術是光亮淬火爐,是使用的關鍵。廢不銹鋼板的熱處理在維護氣氛中中斷。此外,光亮淬火后對合金成分的要求也不同,因此光亮熱處理的整個過程也會有所不同。

華爾鋼熱鍍鋅管物理變形規范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為內焊。鍍鋅無縫管的內焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經驗豐富的內部組長可以從鍍鋅無縫管工業電視上調整焊接電焊軌,在內焊時從外焊點的網絡熱點調整內焊速度。 通遼熱鍍鋅管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側焊接。
